1
Изобретение отиосится к обработке металлов давлением.
Известеи способ подготовки концов профилей к волочению, включающий горячее прессование, операцию отвода контейиера и отрезку пресс-остатка. Однако известный способ не обеспечивает совмещения нроцесса прессования с процессом острения конца заготовки, что позволило бы значительно повысить производительпость процесса.
По предлагаемому способу отпрессованный конец профиля в процессе отвода контейнера зажимают разъемной волокой, осуществляя одновременное протягивание через эту волоку и растяжение отпрессованного конца заготовки. Это обеспечивает совмеп1,ение процессов прессования профилей и острения их концов в одном технологическом цикле.
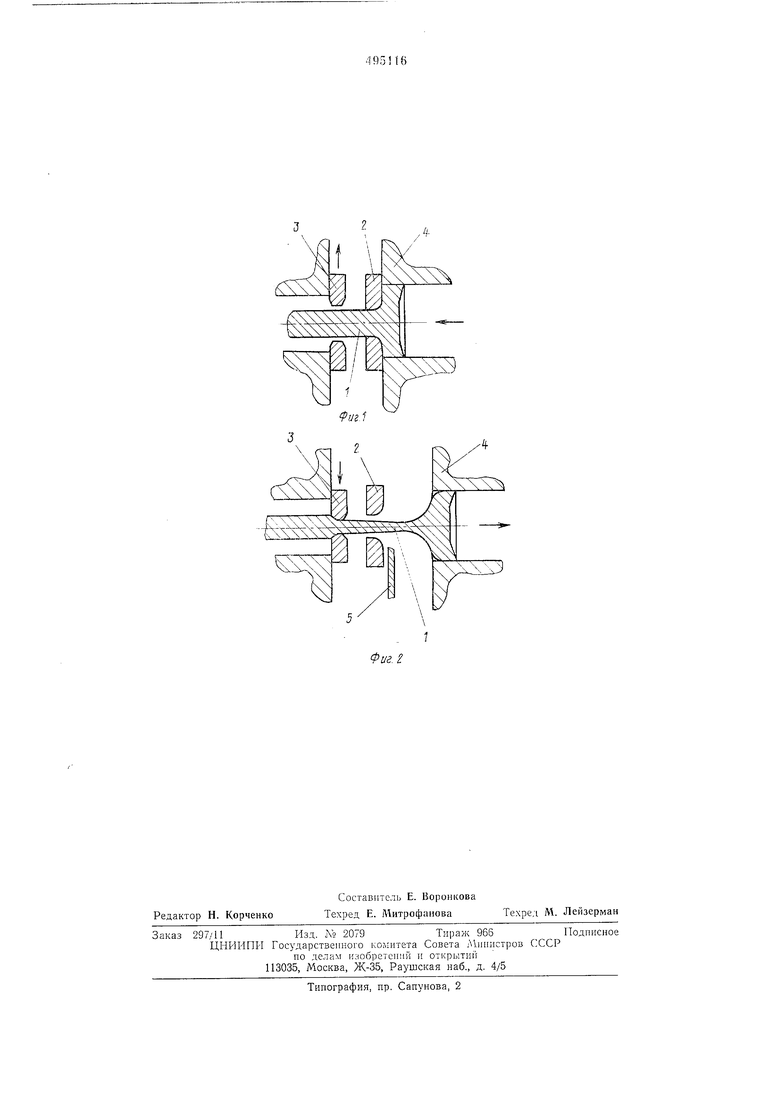
Па фиг. 1 показан момент окончания прессования через пресс-матрицу; на фиг. 2 - момент окончания процесса образования остренного конца заготовки.
В процессе горячего прессования профиля 1 через пресс-матрицу 2 размер очка разъемной волоки 3 больше очка пресс-матрицы 2, а поэто.му волока 3 не участвует в деформации (см. фиг. 1). После окончания прессовапия
коптейнер 4 вместе с зажатым в нем прессостатком отводят от пресс-матрицы 2. При этом отпрессованный конец профиля зажимают разъемной волокой 3, уменьшая ее очко по
сравнению с очком пресс-матрицы, в результате чего отпрессованный конец подвергается одновременной деформации волокой 3 и растяжением.
Благодаря дейетвию волоки и деформации
растяжением профиль удлиняется п плавно утоняется в сторону пресс-остатка. Затем подводят пилу 5 и отрезают пресс-остаток в наиболее утоненном месте конца профиля.
Формула изобретения
Способ подготовкп концов профилей к волочению, включающий горячее прессование, операцию отвода коптейнера и отрезку прессостатка, о т л и ч а ю щ и и с я тем, что, с целью совмещения процессов прессования профилей и остреипя их концов в одном техпологическом цикле, отпрессованный конец профиля в процессе отвода контейнера зажимают разъемпой волокой, осуиествляя одновременное протягивание через эту волоку и растяжение отпрессованного конца заготовки.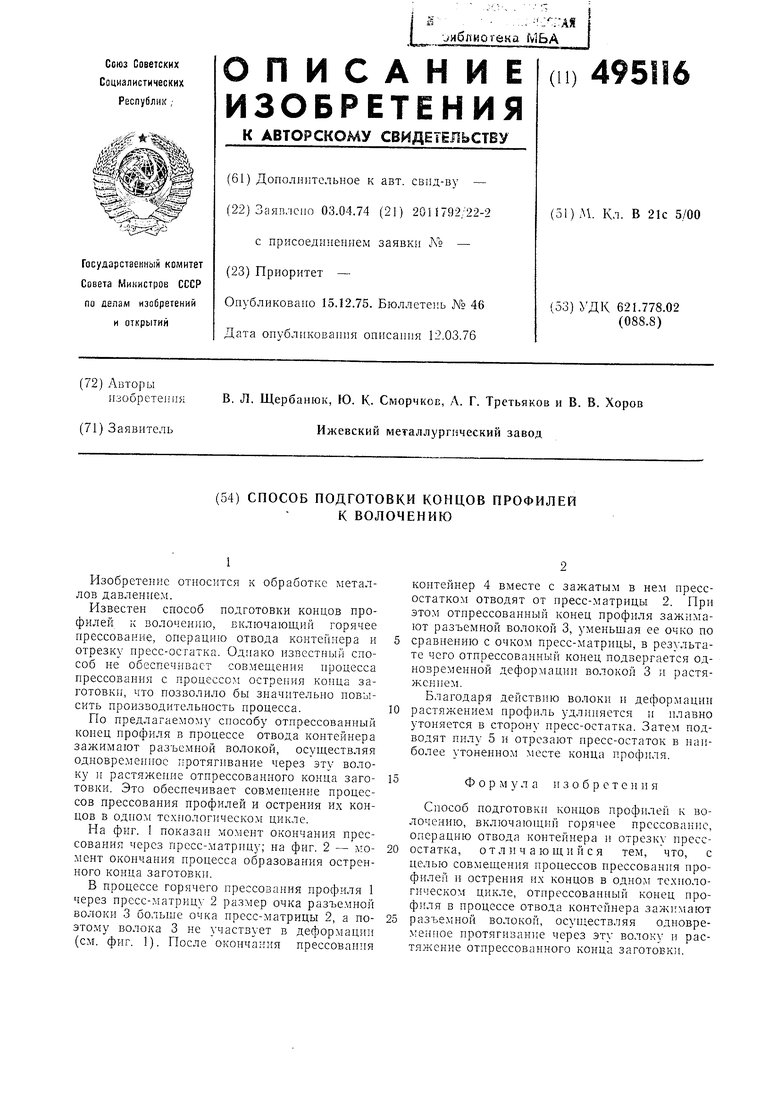
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный узел для прессования изделий | 1974 |
|
SU490521A1 |
| ШТАМП ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1990 |
|
RU2062675C1 |
| Способ изготовления профильныхиздЕлий | 1979 |
|
SU820961A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ | 2012 |
|
RU2486980C1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| МАТРИЧНЫЙ УЗЕЛ ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯПРОФИЛЕЙ | 1972 |
|
SU423537A1 |