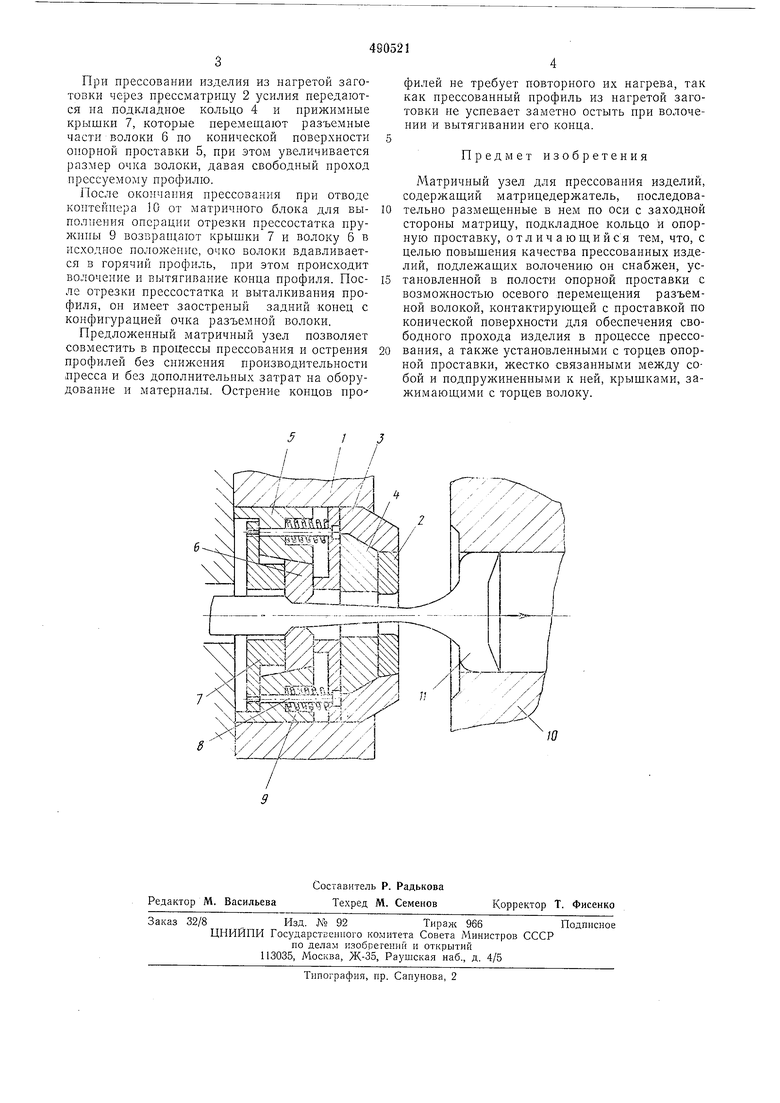
При прессовании изделия из нагретой заготовки через нрессматрицу 2 усилия передаются на подкладное кольцо 4 и прижимные крышки 7, которые перемещают разъемные части волоки 6 по конической поверхности опорной проставки 5, при этом увеличивается размер очка БОЛОКИ, давая свободный проход прессуемому профилю.
После окончания прессования при отводе контейнера 10 от матричного блока для выполнения операции отрезки прессостатка пружииы 9 возврап1,ают крышки 7 и волоку 6 в исходное положение, очко волоки вдавливается в горячий профиль, при этом происходит волочение и вытягивание конца профиля. После отрезки прессостатка и выталкивания профиля, он имеет заостреный задний конец с конфигурацией очка разъемной волоки.
Предложенный матричный узел позволяет совместить в процессы прессования и острения профилей без снижения производительности лресса и без дополнительиых затрат на оборудование и материалы. Острение концов иро-/ J
HV-
. ..Bfc efyvf;-t:///
i /
филей не требует повторного их нагрева, так как нрессованный профиль из нагретой заготовки не усневает заметно остыть при волочении и вытягивании его конца.
Предмет изобретения
Матричный узел для прессования изделий, содержаш,ий матрицедержатель, последова
тельно размещенные в нем по оси с заходной стороны матрицу, подкладное кольцо и опорную проставку, отличающийся тем, что, с целью повышения качества прессованных изделий, подлежащих волочению он снабжен, установленной в полости опорной проставки с возможностью осевого перемещения разъемной волокой, контактирующей с проставкой по конической поверхности для обеспечения свободного прохода изделия в процессе прессования, а также установленными с торцев опорной проставки, жестко связанными между собой и подпружиненными к ней, крышками, зажимающими с торцев волоку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки концов профилей к волочению | 1974 |
|
SU495116A1 |
| МАТРИЧНЫЙ УЗЕЛ ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯПРОФИЛЕЙ | 1972 |
|
SU423537A1 |
| Способ изготовления профильныхиздЕлий | 1979 |
|
SU820961A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1973 |
|
SU394123A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Матричный узел для эксрудирования | 1977 |
|
SU664706A1 |
| СПОСОБ МНОГОКРАТНОГО ВОЛОЧЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ В РАЗЪЕМНЫХ ВОЛОКАХ | 1972 |
|
SU428810A1 |
| ШТАМП ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1990 |
|
RU2062675C1 |
| Способ заострения концов профильной заготовки перед волочением и устройство для его осуществления | 1981 |
|
SU984550A1 |
