со С
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Механизм радиальной настройки валка косовалковой правильной машины | 1990 |
|
SU1787615A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| Механизм радиальной настройки валка косовалковой правильной машины | 1986 |
|
SU1507493A1 |
| Механизм радиальной настройки валка косовалковой правильной машины (его варианты) | 1990 |
|
SU1814945A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Косовалковая правильная машина | 1986 |
|
SU1428485A1 |
| Устройство для правки круглого проката | 1988 |
|
SU1701406A1 |
| Устройство для фиксации ползунов с валками | 1974 |
|
SU493271A1 |
| Косовалковая правильная машина | 1980 |
|
SU978719A3 |
Использование: для правки круглого проката и труб. Сущность изобретения: механизм настройки валка содержит установленный в станине правильной машины ползун с узлом крепления валка и гидроцилиндр привода ползуна. Ползун выполнен в виде корпуса гидроцилиндра, а шток гидро- ципиндра закреплен хвостовой частью в станине посредством шарового шарнира, выполненного в виде выпукло-вогнутой опоры, жестко соединенной со штоком и установленной в станине на сферических прокладках. Для поворота и фиксации валка механизм настройки содержит два дополнительных гидроцилиндра, установленных в станине перпендикулярно оси ползуна. На ползуне выполнена сегментная опорная площадка, контактирующая с концами штоков гидроцилиндров. 1 з. п. ф-лы, 2 ил.
Изобретение относится к обработке металлов давлением, а именно к машинам для правки круглого проката и труб.
Цель изобретения - повышение надежности механизма.
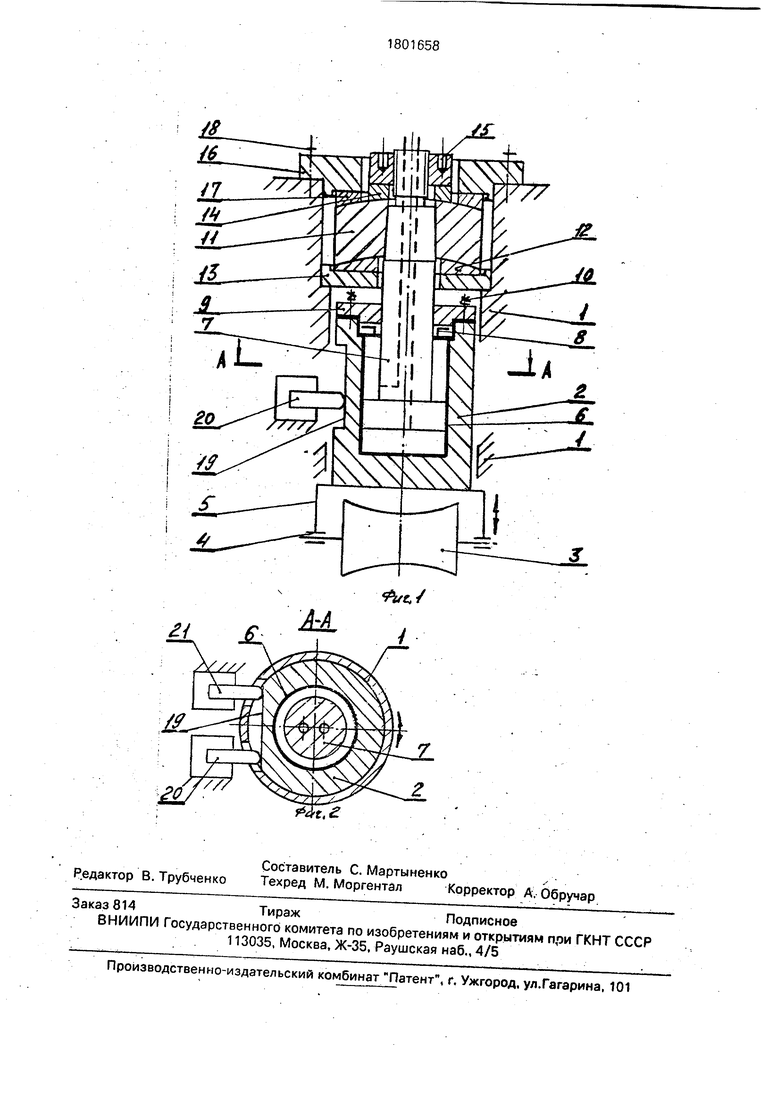
На фиг. 1 изображена кинематическая схема механизма; на фиг. 2 - разрез А-А на фиг. 1.
В направляющей расточке станины 1 размещен ползун 2, со смонтированным на нем валком 3, установленным в подшипниках 4, на планшайбе 5. Ползун 2 размещен с возможностью возвратно-поступательного перемещения и поворота в расточке станины 1. Поступательное перемещение ползуна 2 осуществляется гидроцилиндром двойного действия. Корпус гидроцилиндра 6 выполнен жестко закрепленным внутри
ползуна 2, а его шток 7 уплотнен манжетой 8, которая зафиксирована крышкой 9 и шпильками 10 на ползуне 2. Шток 7 своей хвостовой конической частью соединен со станиной 1 посредством выпукло-вогнутой опоры 11, лежащей на сферической прокладке 12 и основании 13, опирающимся на кольцевую площадку в расточке станины 1. Опора 11 закреплена на штоке 7 через прокладку 14 гайкой 15 и зафиксирована в посадочном месте станины 1 крышкой 16 через вогнутую прокладку 17 с помощью болтов 18.
Подвод рабочей среды в цилиндр осуществляется через шток 7; Кроме этого на наружной поверхности ползуна 2 выполнено сегментное углубление с площадкой 19. Площадка 19 контактирует с плунжерами
00
о
( ел
00
двух цилиндров 20 и 21 углового поворота ползуна 2. Цилиндры 20 и 21 установлены на станине 1 с ходом плунжеров в направлении перпендикулярном оси ползуна 2.
Механизм работает следующим образом.
Валок 3, смонтированный в планшайбе 5, соединенный с ползуном 2 возвратно-поступательно перемещается в расточке ста- нины 1 при подаче рабочей среды от гидросистемы в гидроцилиндр, корпус б которого жестко закреплен внутри ползуна 2. Угловой поворот ползуна 2 с валком 3 осуществляется от двух цилиндров 20 и 21, установленных на станине 1, плунжеры которых контактируются с площадкой 19, выполненной на ползуне 2, при попеременном включении цилиндров 20 и 21. Од- новременно с угловым разворотом Цилиндры 20 и 21 служат для выбора зазора в посадочном месте ползуна 2 при подаче давления в оба гидроцилиндра. Механизм обеспечивает раздельное поступательное перемещение валка 3 и поворот его на.заданный угол, необходимый для обеспечения контакта рабочего профиля валка 3 с цилиндрическим прокатом в процессе правки. После настройки механизма на определенный размер выправляемого проката положение валка 3 фиксируется гидрозамками, предусмотренными в гидросистеме.
Таким образом в предлагаемом механизме, установленном на косовалковой пра- вильной машине, шаровой шарнир компенсирует погрешности изготовления
входящих деталей, а также совмещена жесткая фиксация ползуна в расточке станины с угловым поворотом валка, в процессе настройки, что позволяет повысить надёжность механизма.
Формула и зоб ре тения
радиального перемещения ползуна, выполненный в виде гидроцилиндра, о т л и- чающийся тем, что, с целью повышения надежности, ползун выполнен в виде корпуса гидроцилиндра, а шток последнего закреплен своей хвостовой частью в станине посредством шарового шарнира, выполненного в виде выпукло-вогнутой опоры, жестко соединенной с хвостовой частью штока .и смонтированной в станине на сферических
прокладках.
| Машина для правки труб | 1976 |
|
SU699717A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
