)
Изобретение относится к области обработки металлов давлением и может быть использовано в промышленности для изго1тсиаления изделий.
; Известны универсальные штампы для гиб- 5 ки и обрезки, содержащие матрицу и закрепленный на подвижной плите пуансон, имеющий рабочий .торец и боковую рабочую повер.хность.
.; С целью повышения качества и уменЬше.Ю ; кия усилия гибЛи, боковвя рабочая поверх-р Иость пуансона выполнена ступенчатой в i снабжена роликами, установленными на стуi пенях, а боковая Поверхность матрицы нак: к оси штампа..15
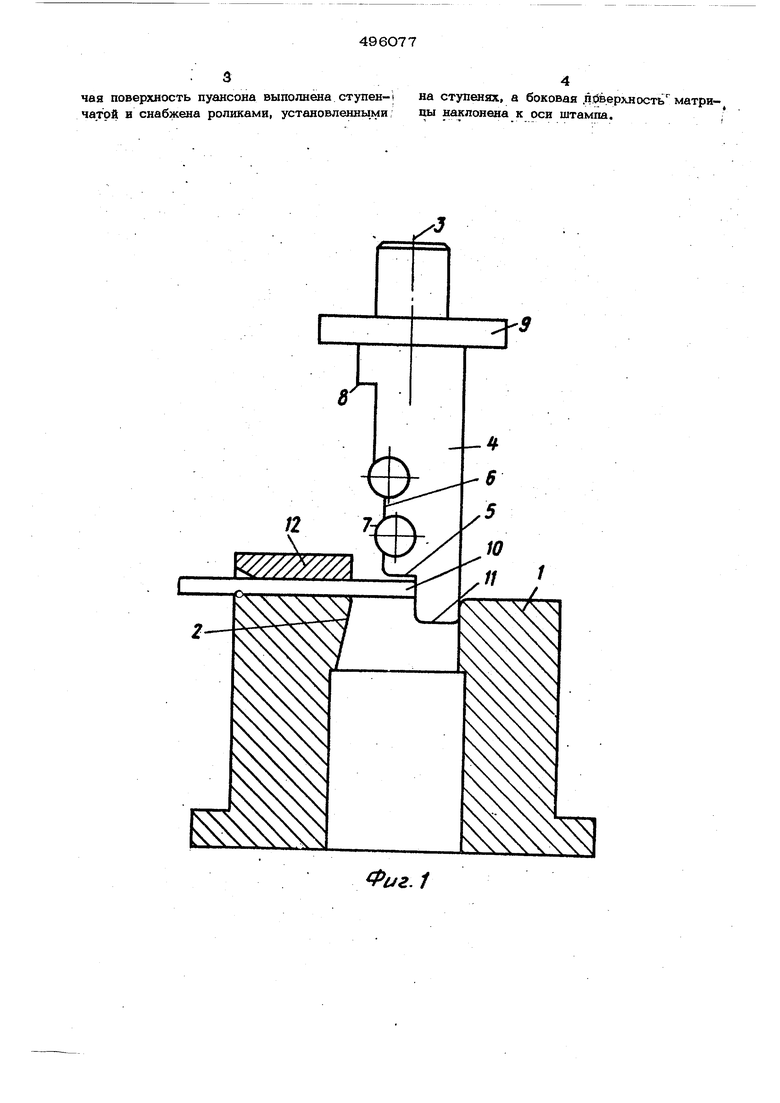
I На фиг. 1 показан обншй вид штампа в . исходном положении; на фиг, 2 - то же, в . I крайнем нижнем положении.
Штамп содержит матрицу 1, боковая по-:20 j верхность 2 которой на слонена к оси 3 . .; штампа. Угол наклона выбирается в. зави- j симости от Профиля изготавливаемой дета- ,
ли и угла пружинения металла. Пуансон 4 имеет рабочий торец 5 и рабочую боковую 25
I поверхность 6, выполненную ступенчатой И; снабженную роликами 7, установлешгыми j на ступен ах и свободно врашаюишмися. На боковой поверхности б закреплен нож 8. j Пуансон закр ёплЪн на подвижной плите 9. ; Штамп работает следующим образом.
Полоса 10 подается до упора в выступ 111 пуансона 4 и зажимается планкой 12.
; Пуансон 4, перемещаясь по матрице 1, изгибает конец полосы 10 и роликами 7 : формует заданный профиль. Так как ролики i 7 установлены на ступенях, то усилио гибj ки уменьшается. Отформованное изделие 13 i отрезается ножом 8. В дальнейшем цикл
I повторяется.
I . .
Формула изобретения
i
i Универсальный штамп для гибки и обреэ ; ки, содержащий матрицу и закрепленный на i подвижной плите пуансон, имеюший рабочий 1 торец и боковую рабочую поверишсть, несу- :щую обрезной нож, о т .л и ч а ю ш и йс я тем, что, с целью повышения качестил и yivieHbmeHHH .усилия гибки, боковая рабочая поверхность пуансона выполнена ступен-i чатрй и снабжена роликами, установленными;
на ступенях, а боковая .пОберхность матрипы наклонена к оси штампа.;
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Штамп для гибки | 1979 |
|
SU867471A2 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Гибочный штамп | 1983 |
|
SU1109222A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |

12
fS
иг.1
ю
