(54) ШТАМП ДЛЯ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Устройство для автоматической многопозиционной штамповки | 1986 |
|
SU1338929A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Штамп для резки труб | 1982 |
|
SU1118489A1 |
| Штамп для резки пруткового материала | 1979 |
|
SU804253A1 |
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
1
,- Изобретение относится к оборудованию-.
для резки труб н найдет широкое прим&- I нение в машиностроении.
Известен штамп для резки труб, содержащий пуансон и матрицу, выпопне№ную в виде двух соединенных между собой подпружиненных относительно одна другой полу матриц.
Однако у известного штампа наблюдается быстрый износ полуматриц вследст вне больших усилий, развиваемых при реэке, и он имеет сравнительно невысокую производительность.
Цель изобретения - снизить усилия
резки и повысить производительность.
Для этого предлагаемый штамп снабжен имеющей аналогичную с основной конструкцию дополнительной матрицей, размешенной на амортизирующей опоре пооледовательно за основной матрицей и шарьнирно соединенной споследней с возможностью поворота в плоскости разъема, совпадающей с плоскостью резки. Для равнмерного распределения усилия на основ-
и дополнительную матрицы, пуансон
.снабжен двуплечим рычагом, опираюишмсясвоими плечами соответственно на основную и дополнительную матрицы.
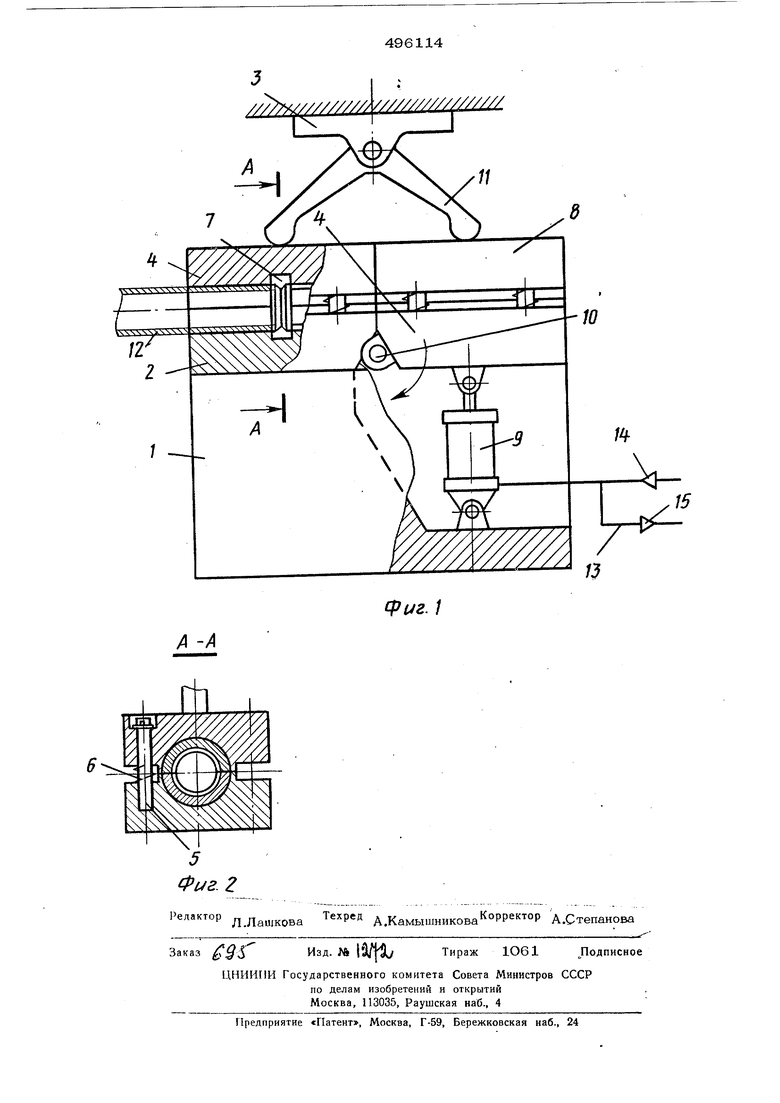
На фиг.1 изображен предлагаемый штамп для резки труб, общий вид; на фиг.2 - разрез А-А на фиг.1.
Штамп для резки труб содержит установленную на основании 1 матрицу, состоящую из неподвижной нижней части 2 |И подвижной от пуансона 3 верхней части 4, перемещающейся по направляющим штырям 5 (см.фиг.2) и возвращающейся в исходное положение под действием пружин 6 между частями матрицы. Обе части 2 и 4 матрицы 1 снабжены ножом в форме полукольца 7 для нанесения коль цевой канавки.
Штамп снабжен дополнительной матрицей 8 аналогичной конструкции, установ ленной на амортизирующей опоре 9 в виде гидроцилиндра и соединенной с неподви ной частью 2 матрицы 1 шарниром 10.
Пуансон 3 снабжен двуплечим рычагом 11, опирающимся своими концами на (верхние части 4 основной и дополнитепьной матриц. Штамп работает следующим образом, В исходном положении верхние 4 и нижние 2 части матриц под действием пружин 6 разомкнуты и не препятствуют подаче трубы 12 до разъема матриц, где установлен упирающийся упор (на чертеже не изображен). / В магистрали 13, подводящей жидкость в гидроцилиндр 9 установлен напорный зо лотник 14, настроенный на давление, обео печивающее усилие, необходимое для образования кольцевой канавки на трубе. При |ходе пуансона 3 вниз, верхние 4 и нижние 2 части матрицы смыкаются, в резуль тате чего нож 7 образует кольцевую канавку, необходимую для концентрации напряжения при изломе трубы 12. При дальнейшем опускании пуансона 3 усилие, с которым двуплечий рыча1 11 действует на матрицы 1 и 8, превышает усилие, развив емое гидроцилиндром 9, и дополнительная матрица 8 поворачивается относительно шарнира 10, Жидкость из цилиндра 9 передавливается в емкость (на чертеже не изображена). При ходе пуансона 3 вверх в гидроци- линдр 9 жидкость подается через обратный клапан 15, возвращая тем самым дополнитбльную матрицу 8 в исходное положение. При полном подъеме пуансона 3 вверх верхние 2 и нижние 4 части матриц расхо дятся и труба 12 подается вперед до сов. мешения кольцевой канавки с плоскостью разъема. При последующем ходе пуанс 1Ш 3 вниз происходит одновременно сжатие трубы .и нарезание кольцевой канавки, а в момент по- / ворота дополнительной матрицы 8 с зажатой в ней отрезаемой заготовкой трубы происходит холодная ломка по кольцевой канавке. При возврате матрицы 8 дальнейшим родвижением трубы 12 отрезанная заготовка выталкивается и далее цикл повторяется. Формула изобретения 1. Штамп для резки труб, содержащий пуансон и матрицу, выполненную в виде двух соединенных между собой подпружиненных относительно одна другой полумат- риц, отличающийся тем, что, с целью снижения усилия резки и повышения. производительности, он снабжен, имеюш,ей аналогичную с основной конструкцию дополни- тельной матрицей, размещенной на амортизирующей опоре последовательно за основной матрицей и шарнирно соединенной с последней с возможностью поворота в плоскости расъема, совпадающей с плоскостью резки, 2. Штамп по П.1, отличающийс я тем, что, с целью равномерного распределения усилия на основную и дополнительную матрицы, пуансон снабжен двуплекм рычагом, опирающимся своими плеами соответственно на основную и доолнительную матрицы.
