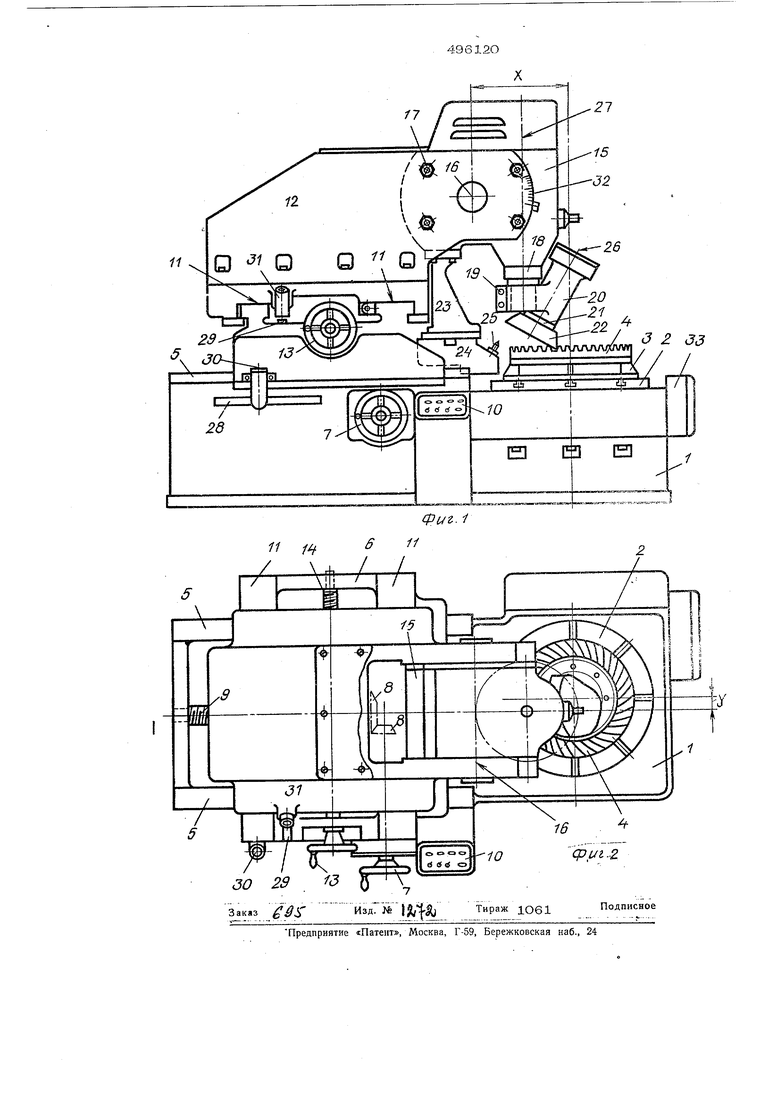
49 3 fca 13 и ходового винта 14, или же с поиошью механического привода (на чертеж Ite показан), приводимого в действие от нажатия соответствующих кнопок на пульте 10. На стойке 12 смонтирован кронштейн который может поворачиваться на некоторый угол относительно оси 16 и закреппяться в требуемом положении гайками 17. В кронштейне имеется расточка, в которой поворотно и подвижно в аксиальном направлении смонтирован эле.мент 18, к концу которого с помощью болтов 19 прикрепляют инструментальную } головку 2О, Головка может быть выполнена сменной и имеет наклонный шпиндель 21, на конце которого смонтирован инструмент 22 (преимущественно шлифсувальный круг) конической формы, К нижней части кронштейна 15 прик- реплен держатель 23, на котором подвижно смонтирсван аппарат 24 с алмазами 2 для периодической правки шлифовального круга. Благодаря такому устройству, при повороте кронштейна 15 относительно горизонтальной оси 16 правочный аппарат tioBopaHHBaeTCH вместе с ним, что поав1 ляет избежать соответствующей его наладки. I Станок работает следующим образом. Инструмент вращается относительно наклонной оси 26 от электродвигателя, установленного в инструментальной головке, и вместе с элементом 18 совершает качательное движение относительно оси 27 совпадающей с геометрической осью боко- вой поверхности кругового зуба - на угол соответствующий длине зуба. По мере качания круга элемент 18 вместе с инстру- ментальной головкой 20 медленно перемещается вдоль оси 27 сверху вниз до тех пор, пока не будет снят требуемый слой металпа; затем она поднимается в исхбд«ое положение, после чего стол 2 поварачивается на угол, угловому шагу обрабатываемого колеса, а затем пикл повторяется, пока не будут обработаны все зубья. Обработка производится без обкатки, так что профиль зуба обрабатываемого колеса соответствует профилю инструмен:Та, , . Для нападки станка необходимо установить суппорт б и стойку 12 JB полЬжвние;|| зависящее от диаметров изделия и инст румента, а также от наклона зуба. Оно определяется координатами X и У, которые тсчитьюаются по точным шкалам 28 и 29 с помощью оптических устройств 30 и 31. Если обрабатываемое колесо не плоское, а коническое, то необходимо установить кронштейн 15 на угол, равный углу конуса впадин колеса, отсчитываемый по шкале 32, и соответственно изменить продольную установку координаты X. Для настройки на число зубьев обрабатываемого колеса служит делительный механизм. Настройка его соотоит в установке сменных зубчатых колес на гитаре, заключенной в кОробке 33. П р е д мет и 3 о б р е т е н и я Станок для обработки конических колес с круговыми зубьями, снабженный кронштейном, несущим головку с чашечным инструментом, врашаюишмся вокруг наклонной оси и качающимся отнОситель но оси, совпадающей с геометрической осью боковой поверхности кругового зуба, отличающийся тем, что, с : целью повышения точности обработки, кронштейн выполнен поворотным относительно горизонтальной оси, перпендикулярной к оси обрабатываемого изделия.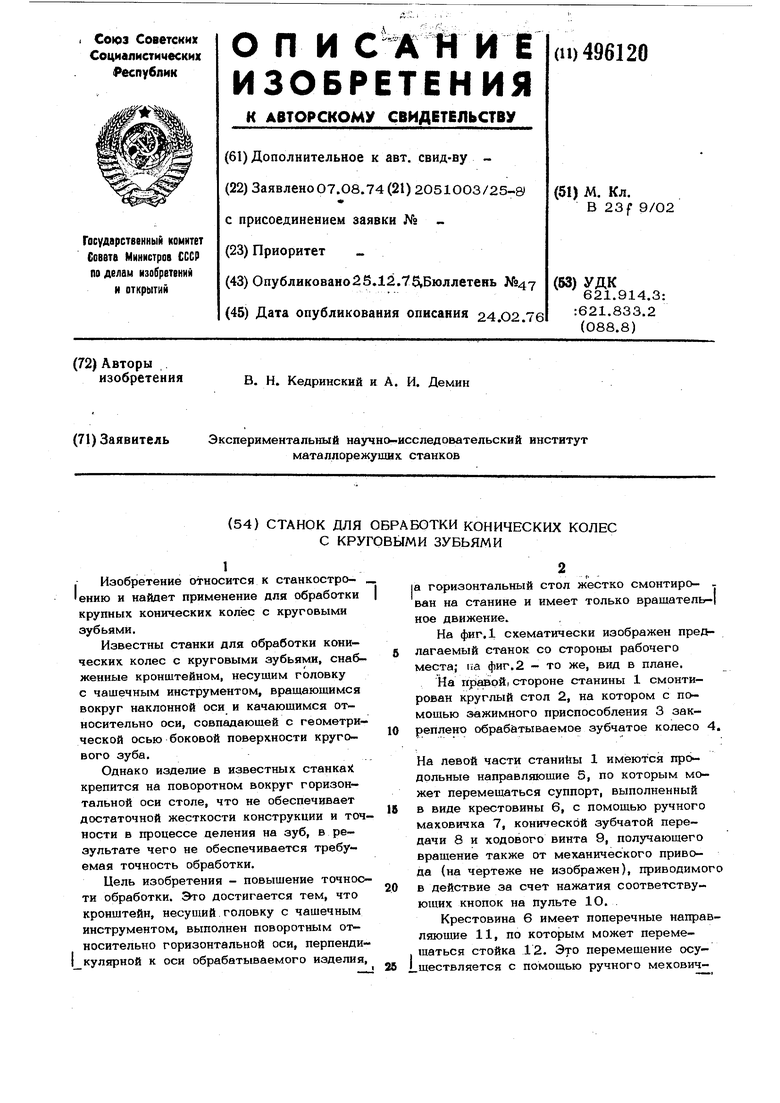

| название | год | авторы | номер документа |
|---|---|---|---|
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| Способ изготовления конических зубчатых колес | 1984 |
|
SU1270537A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Станок для обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848201A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |