Уже известны прессы-автоматы для изготовления крепежных изделий из пруткового материала.
Обычными механизмами, входящими в кинематическую схему указанных прессов являются ролики для подачи и выправления прутка, ножи для отрезки заготовок, матрицы, расположенные на вращающемся диске, и пунсоны, работающие последовательно или одновременно. В некоторых конструкциях прессов применяется электрический нагрев прутка путем пропускания через него электрического тока.
Пресс для высадки и обрезки, по настоящему изобретению, относится к описанной выще группе прессов для изготовления болтов, заклепок и тому подобных изделий.
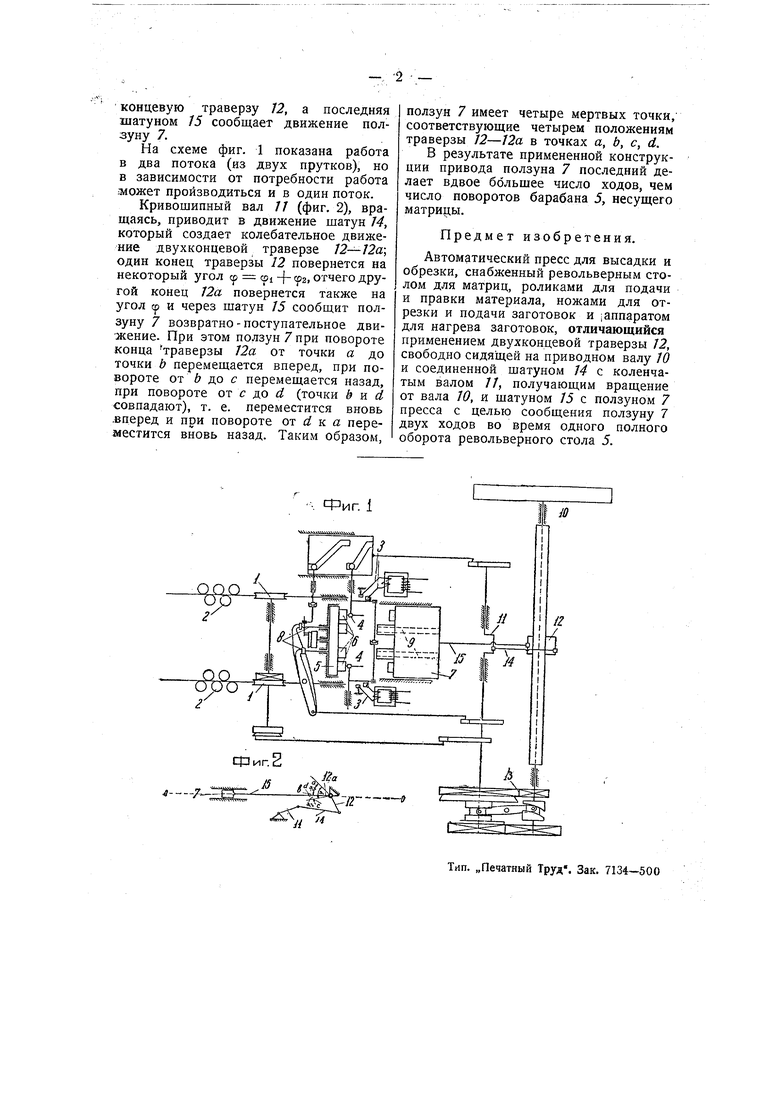
На чертеже фиг. I изображает схематический план пресса и фиг. 2-кинематическую схему привода ползуна пресса, несущего пунсоны.
В предлагаемом автоматическом прессе материал в виде прутков или бунтовой проволоки требуемого профиля протягивается питающими роликами 7 через правильные ролики 2, и подается затем к нагревательным автоматическим приспособлениям 3.
После нагрева конец прутка заготовки отрезается ножами 4, которыми и переносится к револьверному барабану (столу) 5 матрицы б, число которых зависит от количества ударов, необходимых для высадки данного изделия (револьверные барабаны, сменные с различным числом матриц; угол поворота револьверного барабана регулируемый).
Отрезные ножи 4 ставят заготовки, против матриц таким образом, что подощедший в это время поризонтальный ползун 7 вталкивает их в матрицы, производя одновременно первую высадку; после этого револьверный барабан S поворачивается и подставляет матрицы; с заготовками под пунсоны вторичной, высадки.
В конце поворота барабана 5 матрицы подходят под обрезные пунсоны,, обрезающие заусеницы. После обрезки толкатели 8 выталкивают заготовки на матриц через каналы 9 ползуна 7. Таким образом, готовые изделия выпадают отдельно от облоя через тыльную сторону ползуна 7. Для получения чистой, обрезки и сохранения от поломок обрезного пунсона обрезка производится в два приема, что обеспечивается примененной конструкцией привода, при которой ползун 7 имеет четыре мертвых точки. Движение от мотора передается валу 7f,. на котором свободно насажена двукконцевая траверза 12.
Вал JO через подачу 75, ускоряющую холостой ход пресса, вращает коленчатый вал 77, который щатуном J4 приводит в качающееся движение двух
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНАЯ КОВОЧНАЯ МАШИНА | 1937 |
|
SU54900A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| СТАНОК ДЛЯ ОБРЕЗКИ И ЗАКАТКИ КРАЕВ | 1966 |
|
SU185829A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Холодновысадочный автомат | 1975 |
|
SU526428A1 |

