стоит, в это время образуется фаска и отрезается заготовка.
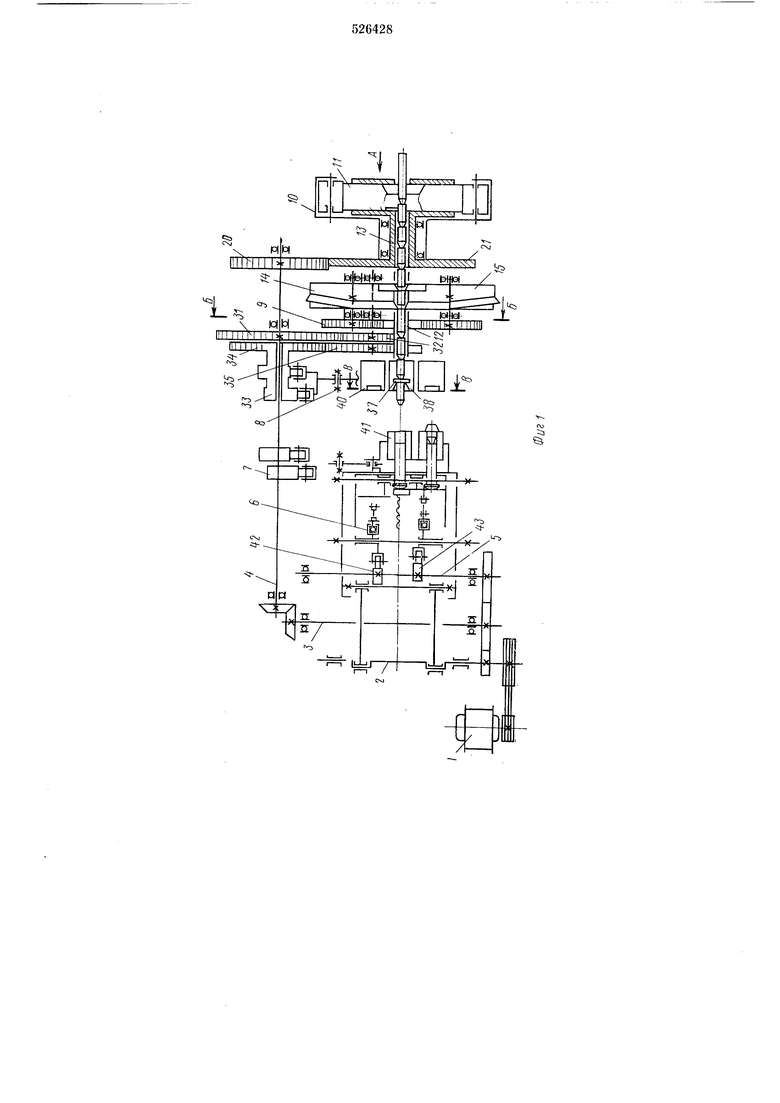
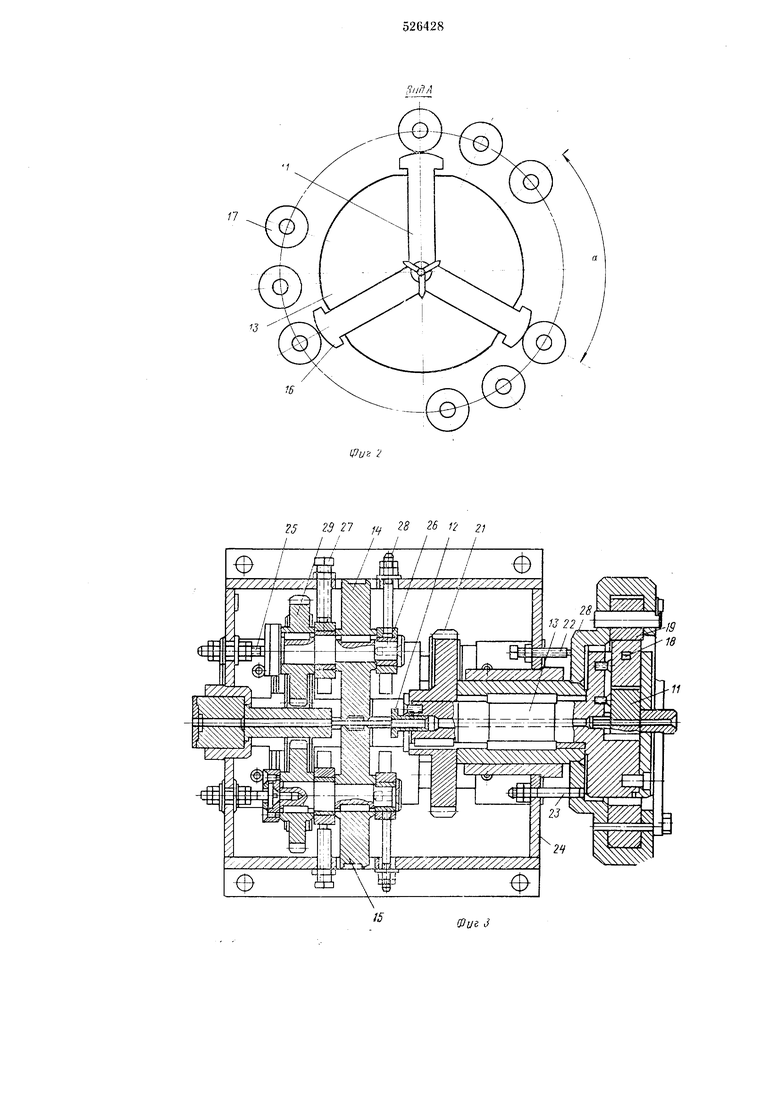
Губки 11 монтируются по окружности вокруг материала в шпинделе 13. Поверхности губок, удаленные от центра, являются кулачками 16, взаимодействующими с роликами 17. Для раскрытия губок служит пружина 18, все время поджимающая кулачки 16 к роликам 17, а Б промежутках, где ролики отсутствуют, к проставкам 19. Шпиндель 13 связан с распределительным валом 4 через шестерни 20 и 21.
Общее передаточное число от коленчатого вала к щпинделю i(l : 2) (1 : 1,5) 1 ; 3. Такая, схема дает возможность иметь на винvax 14 и 15 угол подачи в три раза больший, чем угол поворота шпинделя.
Для регулирования расстояния от плоскости выдавливания фаски до кольцевых уступов винтов 14 и 15 служат винт 22 и шпилька 23, перемещающие патрон относительно корпуса станины 24.
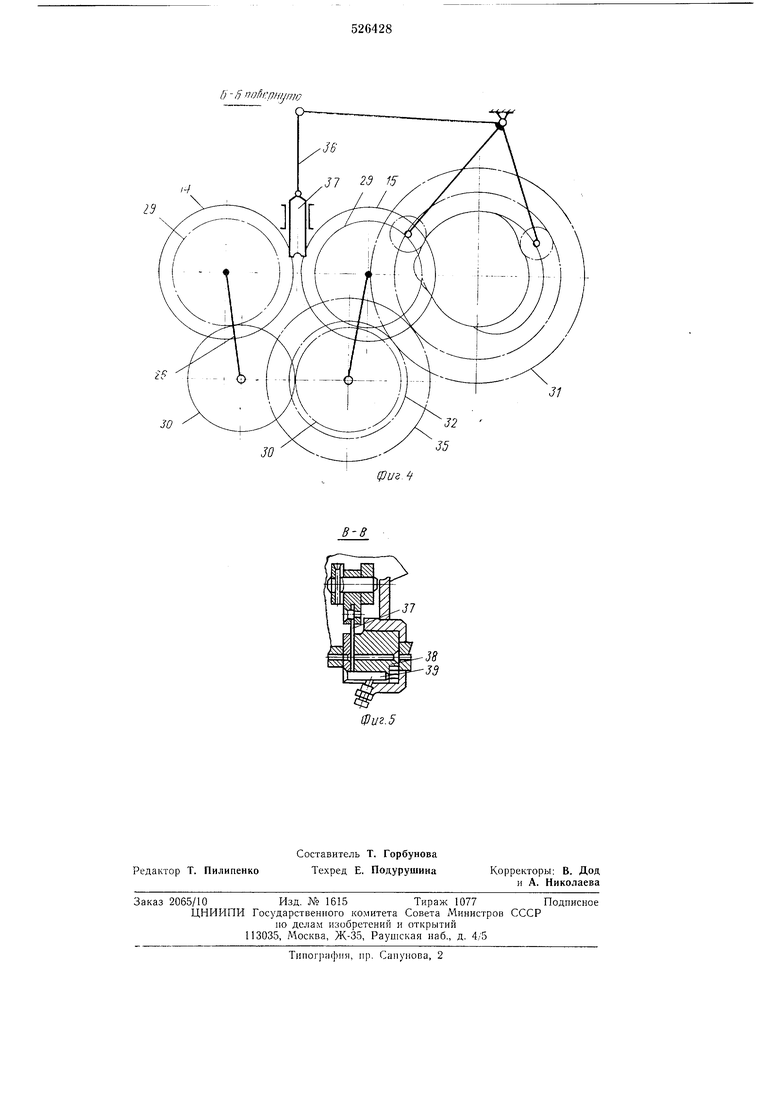
Для регулирования расстояния от кольцевых уступов винтов 14 и 15 до места отрезки заготовки служат винты 25, перемещающие в нужном направлении винты 14 и 15 подачи вместе с рычагом 26. Оба расстояния установлены кратными длине заготовки. Для регулировки расстояния между осями винтов подачи и необходимого усилия зажима материала при подачи служат винты 27 и шпильки 28, воздействующие на рычаги 26, при качании которых шестерни 29 обкатываются по шестерням 30. Винты 14 и 15 подачи, шестерни 29 и 30 приводятся во вращение шестернями 31 и 32 от распределительного вала 4 с передаточным отнощением 2:1.
Блок кулаков 33 и скрепленная с ним шестерня 34 приводятся щестернями 35 и 32, при этом последняя нриводится шестерней 31 от распределительного вала 4. Конец рычага механизма реза 8 соединен серьгой 36 с ножом 37, который расположен между отрезной матрицей 38 и крышкой 39.
По обеим сторонам от оси реза (от оси операции первой высадки) установлены два неподвижных пуансона 40. В нередней части ползуна установлены одинаковые матрицы 41.
Механизм перемещения матриц 7 выполнен качательного типа и приводится в действие от прямого и обратного кулаков, установленных на распределительном валу. В крайних положениях матрицы запираются фиксатором.
От вала привода выталкивателей работают механизмы выталкивания 6. Конструкция механизма предусматривает выталкивание изделия из каждой матрицы от своего кулака 42 и 43 и своей системы рычагов. Выталкивание производится во время перемещения Л1атриц в то время, когда ползун находится около заданного положения. Привод автомата выполнен клиноременной передачей на двухколенчатый вал.
Автомат работает следующим образом.
Материал через правильное устройство задается в губки 11 механизма выдавливания
фаски и далее по проводке 12 и отверстию шпинделя 13 в в,интовую подачу 9. Винты 14 и 15 подачи вращаются непрерывно навстречу один другому и за каждый оборот подают материал с уже выдавленной фаской за торцовую поверхность фаски точно на один шаг випта, соответствующий длине заготовки. Винтовая поверхность занимает часть окружности, которая соответствует времени, необходимому по циклу работы автомата для подачи
материала. Остальная часть окружности винтов 14 и 15 имеет кольцевые уступы, соответствующие стоянке материала, во время которой выдавливается фаска и отрезается заготовка. Фаска выдавливается тремя губками
11, расположенными вокруг материала по окружности. При вращении щпинделя 13 поверхности губок, удаленные от центра, взаимодействуют с роликами 17. Образование фаски происходит при одновременном воздействии на материал трех губок. Раскрытие губок происходит за счет центробежной силы и за счет пружины 18, все время поджимающей кулачки 16 к роликам 17, а в промежутках, где отсутствуют ролики, - к проставкам 19.
За каждый цикл работы автомата обжим материала происходит три раза (при каждой встрече кулачков с тремя роликами 17). Вследствие вращения шпинделя с губками каждый из трех обжимов происходит со смещ,ением но окружности на заданный угол, чем достигается высокое качество обжимаемой конусной поверхности фаски.
Шпиндель 13 делает в три раза меньше оборотов, чем коленчатый вал автомата. За один полный оборот щпинделя 13 подача материала происходит три раза, так как автомат за это время совершает три цикла. Подача материала происходит в то время, когда кулачки проходят угол ее, па котором отсутствуют ролики 17.
Шпиндель приводится во вращение от распределительного вала 4 щестернями 20 и 21.
Общее передаточное число от коленчатого вала к шпинделя 1(1:2) (1:1,5) 1:3. Такая схема дает возможность иметь на винтах 14 и 15 угол подачи примерно в три раза больший, чем угол поворота шпинделя. Материал с выдавленными на нем кольцевыми фасками подается винтовой подачей на отрезку, которая производится на материале в месте выдавленной фаски. Пеобходимое расстояние между осями подающих винтов подачи и необходимое усилие зажима регулируются винтами 27 и шпильками 28, взаимодействуюшими на рычаги 26, при качании которых щестерни 29 обкатываются по шестерням 30. Винты 14 и 15 и шестерни 29 и 30 приводятся во вращепие щестернями 31 и 32 с передаточным отношепнем 2; 1. При этом шесгерия 31 устанонлена на распределительном валу 4.
Блок кулаков 33 механизма и скреп.тенная с ним шестерня 35 приводятся по вращение от 1нестернн 35, установленной на одном валу с шестерней 32. Данный блок врагнается вхолостую но распределительному валу 4, нередаточное отношение шестерен 34 и 35 . Конец рычага механизма реза 8 серьгой 36 соединяется с иожом 37, который иеремешается, находясь в наиравлении, создаваемом отрезной матрицей 38 и крышкой 39. Рез происходит только в то время, когда передний конец заготовки находится уже в матрице.
По обе стороны от оси реза (от оси операции первой высадки) раеположены два неподвижных пуансона 40. В передней части ползуна установлены одинаковые матрицы 41. В предлагаемом автомате возможна установка различных пуансонов для выполнения второй операции высадки, что позволяет получать одновременно два различных изделия из одного бунта или прутка и собирать эти изделия в свою тару.
Ф о р м у л а и 3 о б р е т е н и я
Холодновысадочный автомат для изготовления стержневых деталс с головкой на одном торце п (})аской на другом из поступающего в него длинномерного материала, содержащий размешенные на станине распределительный вал и механизмы подачи, образования фаски, отрезки и высадки, отличаюшийся тем,
что, с целью повышения его производительности за счет обеспечения возможности получения фаски выдавливанием, механизм образования фаски выполнен в виде кинематически связанного с распределительным валом шпииделя и установленных в нем по окруж)юсти профилирующих губок, одни торцы которых воздействуют на поступающий материал, а другие - представляют собой кулачки, контактирующие с неподвижно закрепленными
вокруг щпннделя роликами.
Источники информации, принятые во внимание при экспертизе. Авт. св. Хо 384592, кл. В 2П 5/08, 1971.
5i
S
/7
У
1Б
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
25 25 27 щ 28 26 12 I 11 I I I I 21 I
} fj nofiKpHljrno
20
31
