1
Изобретение относится к технологии заварки герметизированных стеклянных баллонов с конта.кт-деталями.
Известны способы заварки герметизированных баллонов с контакт-деталями, например, при изготовлении герметизированных магнитоуправляемых контакто)5, по которым стекляипую трубку с помещенными в нее контактами нагревают по концам с помощью газовых горелок. Сначала заваривают конец трубки, противоноложный направлению подачи инертного газа, а затем заваривают другой конец трубки.
Независимо от того, каким способом нагревается стеклянная колба с помещенной в нее контакт-деталью, время, необходнмое для формирования спая стекла с металлической контакт-деталью, подбирается .для каждого Tima нрнборов эмпирически.
Иатреватель отключается по истечении оиределенного установленного промежутка времени. При этом не учнтываются отклонения в геометрических размерах КВК баллонов, так и контакт-деталей, нестабильность источников питания нагревателей, нестабильность самих нагревателей (термонагревателей, инфранагреватслей) из-за процесса их старения. Этот недостаток особенно ощутим при заварке на миогонозиционных автоматах, в которых время заварки устанавливается единым для всех головок.
Поэтому спаи колб с контакт-деталями получаются не всегда качественными: при недостаточном нагреве опай формируется ненолностью, нри -перегреве происходит (излишнее растекание капли).
Прн этом приборы получаются низкого качества с больщнми разбросами по параметр а М.
Целью изобретеиия Является улучшение качества спая и обеопечепие стабнльностн параметров от приборов.
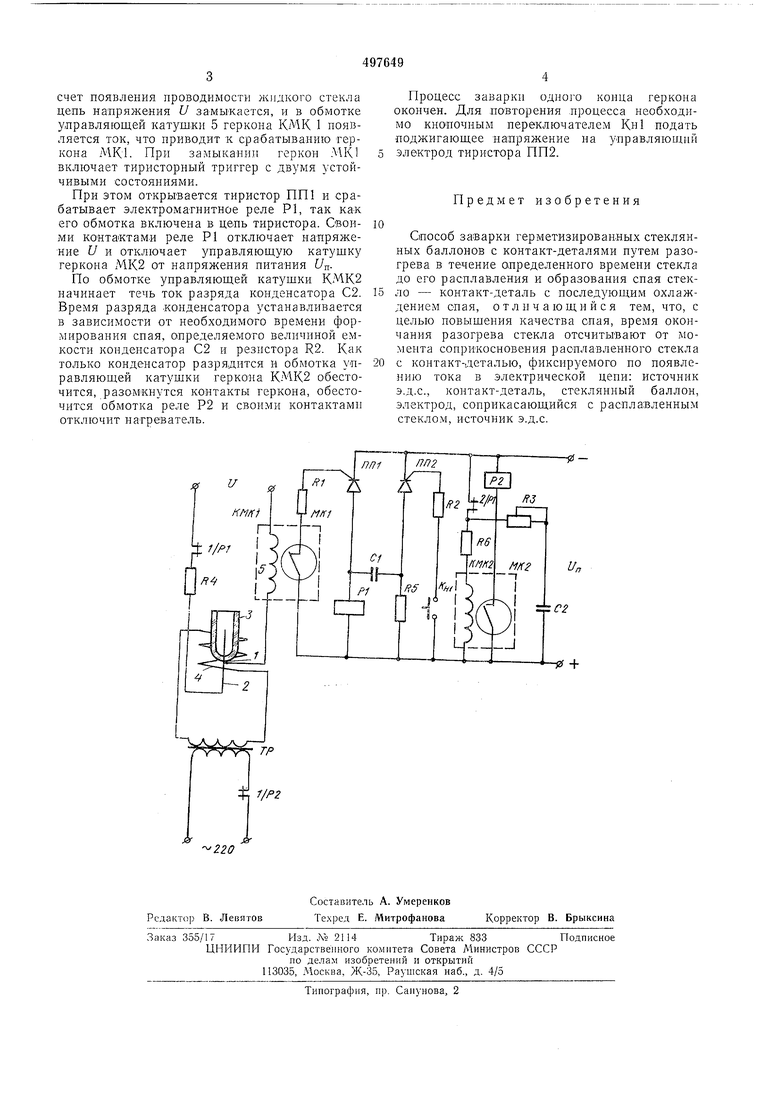
Это достигается тем, что время окончания разогрева стекла отсчитывается от момента соприкосновения расплавленного стекла с 1соитакт-деталью, фиксируемого но .появлению тока в электрической цепи: источник э.д. с.. контакт-деталь, баллон, электрон, соприкасающийся с расплавленным стеклом, источник э.д.с. Пример реализации предложениого способа поясняется схемой.
Способ осуществляется следующнм образом.
Между электродом 1 и контакт-деталью 2 подано постоянное напряжение U. Баллон 3 с помещенной в нем контакт-деталью 2 нагревается нагревателем 4.
В момент образования каплн расплавленного стекла на нагреваемом конце баллона 3 зг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОЛБ С КОНТАКТАМИ | 1968 |
|
SU210258A1 |
| УСТРОЙСТВО СБОРКИ И ЗАВАРКИ ВАКУУМНОГО ГЕРКОНА | 2023 |
|
RU2816990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТНЫХ УСТРОЙСТВ | 1970 |
|
SU269307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1969 |
|
SU235205A1 |
| Способ заварки бесштенгельных сверхминиатюрных ламп накаливания | 1980 |
|
SU907639A1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| ПРИСПОСОБЛЕНИЕ К УСТРОЙСТВУ СБОРКИ И ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1969 |
|
SU253245A1 |
| СПОСОБ КОРРЕКТИРОВКИ МЕЖКОНТАКТНОГО ЗАЗОРА ГЕРКОНА | 2012 |
|
RU2491676C1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Способ изготовления газополных электрических ламп | 1987 |
|
SU1534556A1 |
