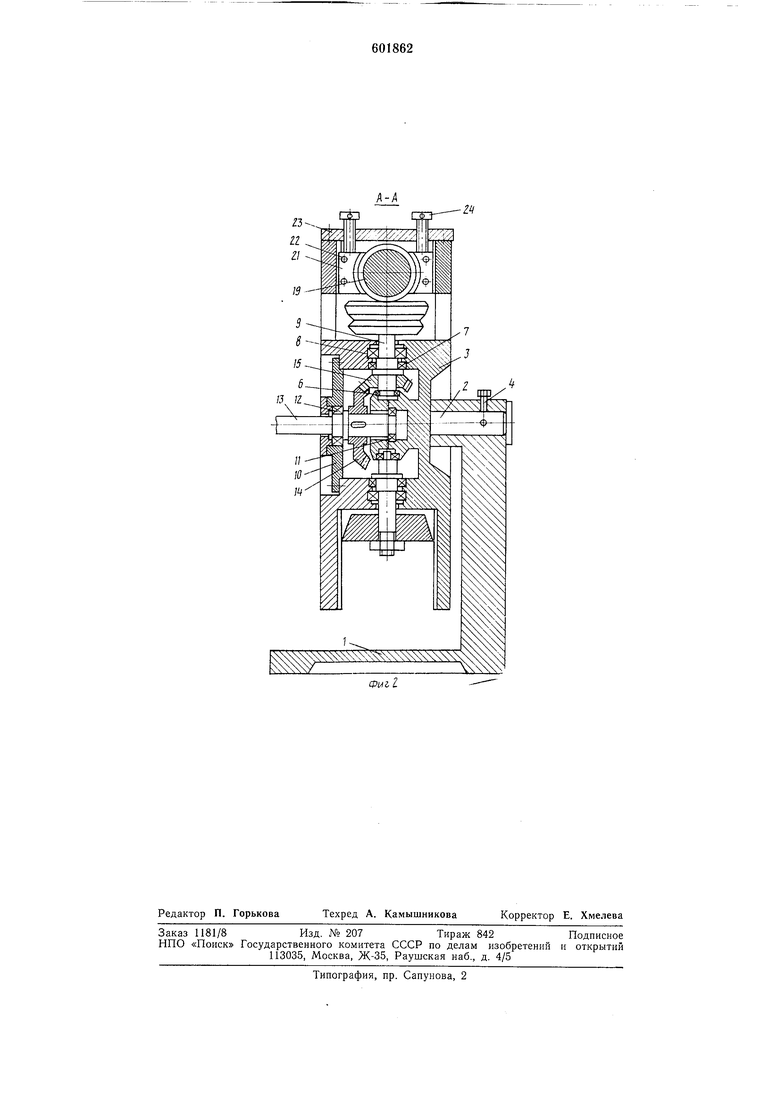
лено зубчатое колесо 14, зацепленное с коническими зубчатыми шестернями 15, посаженными на четные (или нечетные) валы.
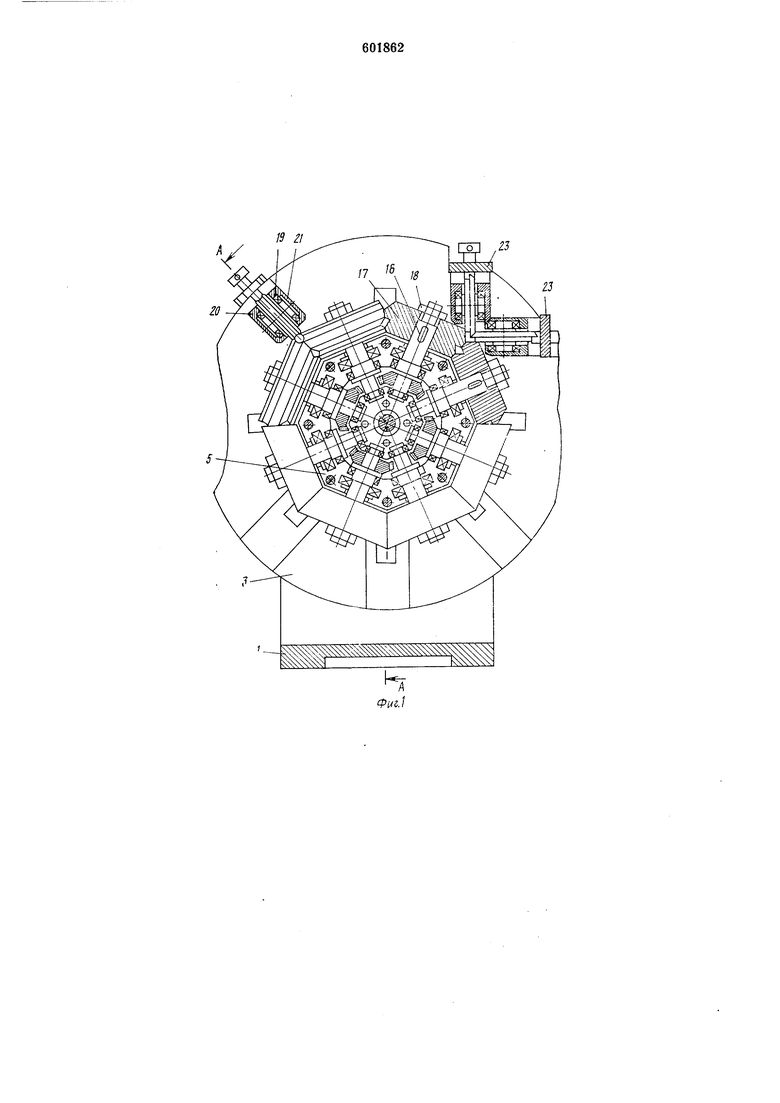
На консольных хвостовиках валов с наружной стороны станины при номощи uinoнок 16 закренлены конические валки 17, фиксированные в осевом направлении гайками 18. Осевая затяжка валков создает иредварительное нагружение валков на конических поверхностях. На конических бочках нарезаны ручьи, образующие двухвалковые калибры.
На внутренних поверхностях фланцев станины выполнены радиальные пазы, в которых размещены цилиндрические рабочие валки 19 с нодшииниками, образующими трех- или четырехвалковые калибры с ручьями, нарезанными на границах торцов конических валков.
Для удобства монтажа узлы цилиндрических валков выиолнены в виде кассет с нодщипниками 20 и разъемными корпусами 21, соединенных болтами 22.
Кассеты снабжены средствами осевой установки валков и устройствами радиальной установки, выполненным в виде планок 23 с установочными винтами 24.
Для пропуска полосы и установки проводковой арматуры во флапцах станины выполнены сквозные радиальные прорези.
Прокатная клеть работает следующим образом.
Требуемую пару конических валков или многовалковый калибр устанавливают на линию прокатки поворотом станины 3 в раме 1 и фиксируют в этом положении штифтов 4. Включают привод конических валков. При этом половина всех конических валков являются фрикционноведомыми за счет фрикционных сил на контактных конических поверхностях и в калибрах при прокатке полосы.
Заготовки подают по линии прокатки через проводки, закрепленные в радиальных прорезях станины. При прокатке профилей, требующих применения многовалковых калибров, полосу подают в соответствующий калибр, при этом цилиндрические валки приводятся за счет фрикционных сил в очаге деформации.
Для перевалки цилиндрических валков сначала снимают планки 23 с винтами 24 и извлекают кассеты с цилиндрическими
валками из радиальных пазов фланцев станины.
При перевалке конических валков отвинчивают гайки 18 и съемники снимают конические валки 17.
Установку валков производят в обратной последовательности.
Формула изобретения
1.Прокатная клеть, включающая установленную в раме станину замкнутой формы, опирающиеся друг на друга бочками конические рабочие валки, подшипники
которых размещены в радиальных расточках станины, а оси пересекаются в одной точке, отличающаяся тем, что, с целью увеличения copTaiieHTa прокатываемых профилей и наиболее полного использования установленного оборудования, конические рабочие валки установлены консольно с наружной стороны кольцевой станины, станина снабжена двумя фланцами, расположенными по обе стороиы конических валков, а в радиальных пазах, выполненных на внутренних боковых поверхностях фланцев, установлены дополнительные калиброванные валки, которые образуют многовалковые калибры с ручьями, нарезанными у торцов конических валков, и снабжены средствами радиальной и осевой установки.
2.Клеть по п. 1, отличающаяся тем, что, с целью попеременной установки требуемых калибров на лииию прокатки, станина снабжена цилиндрической цапфой, расположенной в центре станины, которая входит в расточку рамы, параллельную оси прокатки, а рама снабжена степорным устройством, например вытяжным штифтом.
3.Клеть по п. 1, отличающаяся тем, что, с целью упрощения привода конических рабочих валков, в центральной цилиндрической полости станины, на валу
привода установлено центральное коническое зубчатое колесо, зацепленное с коническими шестернями, посаженными на шейки одноименных по четности конических валков.
Источники информации, принятые во внимание ири экспертизе
1. Авторское свидетельство СССР по заявке № 2044791, кл. В 21 В 3/10, 1974.
/5 //
Л
2J
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354910A1 |
| Прокатная клеть | 1975 |
|
SU601863A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |