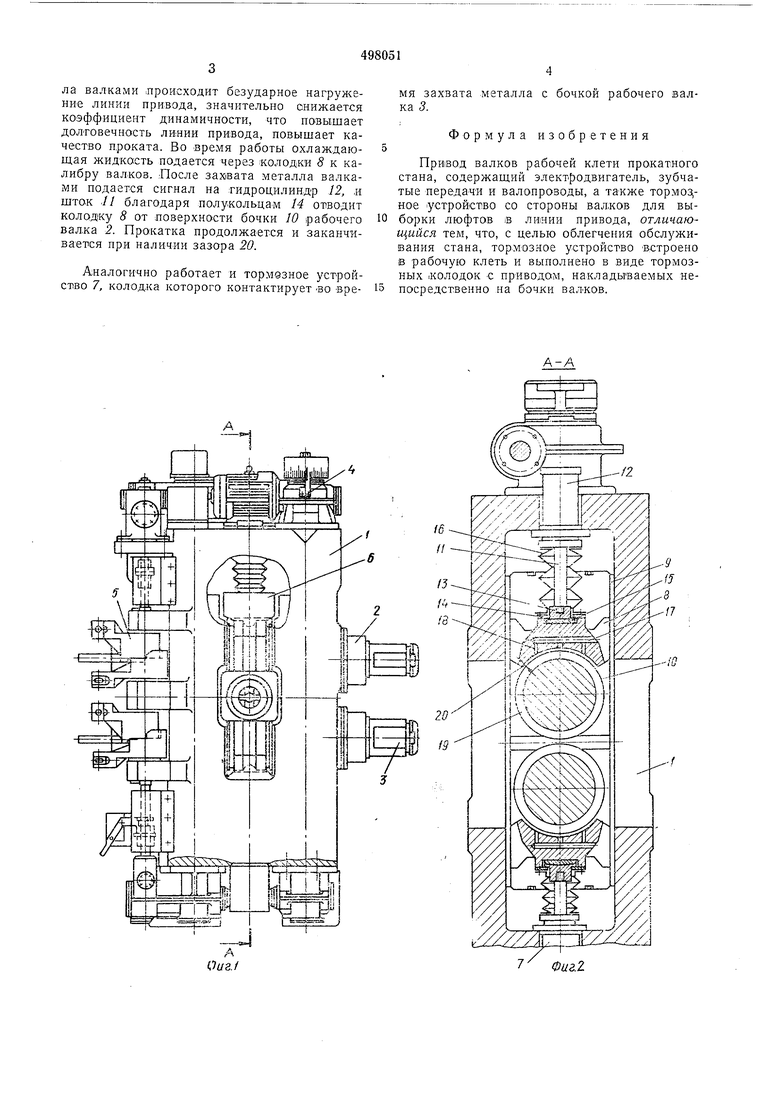
ла валками лроисходит безударное нагрулсение линии привода, значительно снижается коэффициент динамичности, что повышает долтовечность линии привода, повышает качество проката. Во время работы охлаждающая жидкость подается через колодки 8 к калибру валков. После захвата металла валками подается сигнал на гидроцилиндр 12, л шток .// благодаря полукольцам 14 отводит колодку 8 от поверхности бочки 10 рабочего вадка 2. Прокатка продолжается и заканчивается при наличии зазора 20.
Аналогично работает и тормэзное устройство 7, колодка которого контактирует ВО -время захвата металла с бочкой рабочего валка 3.
Формула изобретения
Привод валков рабочей клети прокатного стана, содержащий электродвигатель, зубчатые передачи и валопроводы, а также тормоз;ное устройство со стороны валков для выборки люфтов в линии привода, отличающийся тем, что, с целью облегчения обслуживания стана, тормозное устройство встроено в рабочую клеть и выполнено в виде тормозных (КОЛОДОК с приводом, накладываемых непосредственно на бочки валКов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1988 |
|
SU1509147A2 |
| Клеть прокатного стана | 1987 |
|
SU1423206A1 |
| Клеть прокатного стана с индивидуальным приводом валков | 1990 |
|
SU1763060A2 |
| Устройство торможения вертикального валка универсальной клети прокатного стана | 2019 |
|
RU2726532C1 |
| Клеть прокатного стана | 1980 |
|
SU858957A1 |
| Тормозное устройство для выборки люфтов в линии привода прокатного стана | 1978 |
|
SU727247A1 |
| Инструмент для холодной прокатки труб | 1977 |
|
SU766681A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Гидравлическое установочное устройство валков прокатного стана | 1986 |
|
SU1315056A1 |

