(54) ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Ручей валка для холодной прокатки труб | 1975 |
|
SU602249A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
1
Изобретение относится к области металлургического трубного производства, а точнее к инструменту для производства холоднодеформированных труб, и наиболее эффективно может быть использовано в станах холодной прокатки труб с калибрами переменного сечения для производства длинномерных труб, свертываемых в бухту непосред ственно в линии стана в процессе прокатки.
Известен инструмент для холодной прокатки труб, содержащий последовательно установленные одну пару валков с ручьями переменного сечения и одну или две пары роликов с постоянным сечением ручья с опорой на планки переменной высоты 1.
Недостаток этой конструкции заключается в том, что вторая (третья) группа калибров является незамкнутой, что исключает возможность значительной деформации по диаметру и тем самым не обеспечивает прокатку труб по существующим для станов с переменным сечением ручья маршрутам.
Из известного инструмента для холодной прокатки труб наиболее близким по технической сущности к предложенному является инструмент, содержащий две последовательно расположенные взаимно перпендикулярные пары валков, каждый из которых имеет на бочке ручей переменного поперечного сечения .с рабочими зонами одинаковой протяженности, при этом каждая из пар валков осуществляет деформацию трубы на своем участке, равном длине хода рабочей клети,
соответствующей длине развертки ручьев 2J Недостаток известной конструкции заключается в том, что только часть зоны деформации является общей для обеих пар валков, поэтому на участке, где труба подвергается
Q деформации только одной парой валков при прокатке без поворота трубы будут образовываться закаты, приводящие к снижению качества поверхности прокатываемых труб.
Целью изобретения является повыщение 15 качества поверхности труб.
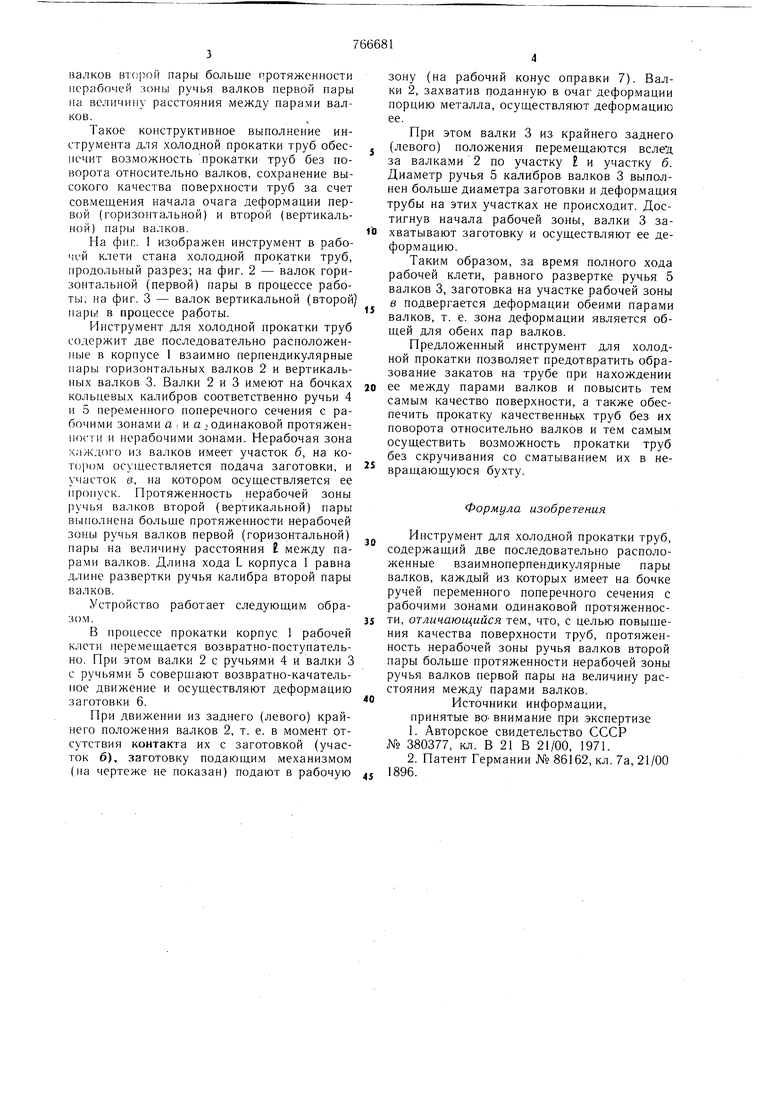
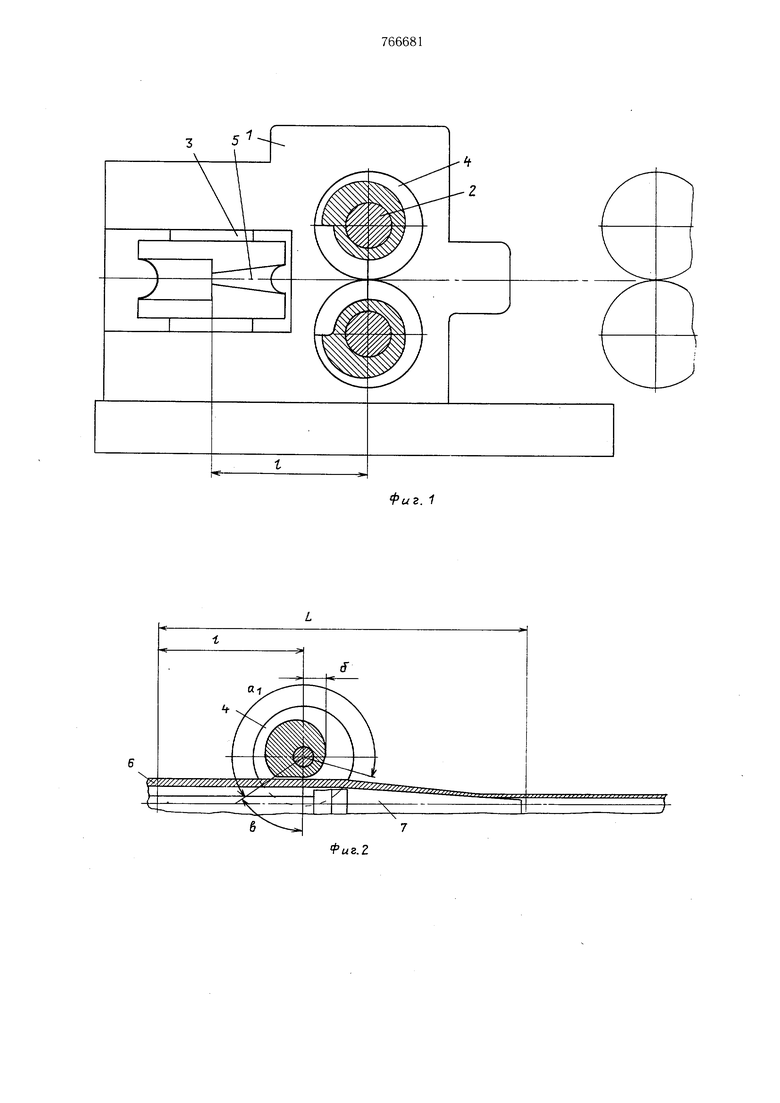
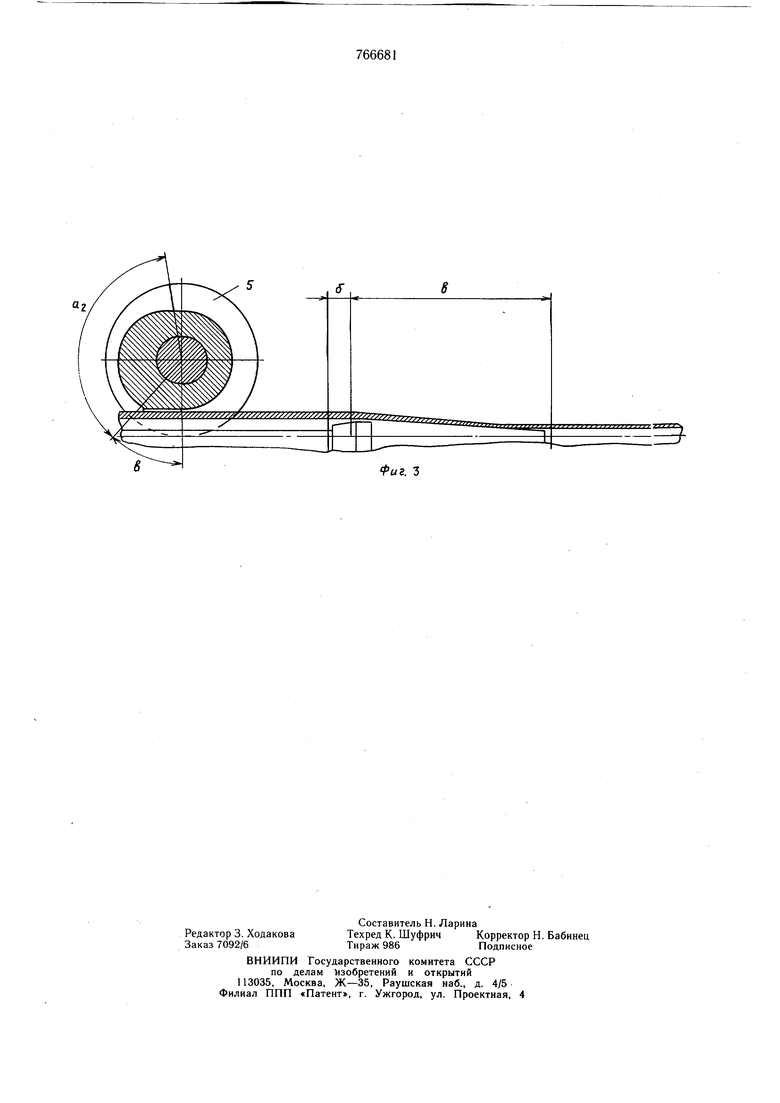
Для достижения этой цели инструмент для холодной прокатки труб, содержащий две последовательно расположенные взаимно перпендикулярные пары валков, каждый из которых имеет на бочке ручей переменного поперечного сечения с рабочими зонами одинаковой протяженности, согласно изобретению, протяженность нерабочей зоны ручья валков втор-ой пары больше протяженности нерабочей зоны ручья валков первой пары на величину расетояния между парами валков. Такое конетруктивное выполнение инструмента для холодной прокатки труб обеснечит возможность прокатки труб без поворота относительно валков, сохранение высокого качества поверхности труб за счет совмещения начала очага деформации первой (горизонтальной) и второй (вертикальной) нары валков. На фиг. 1 изображен инструмент в рабочей клети стана холодной прокатки труб, продольный разрез; на фиг. 2 - валок горизонтальной (первой) пары в процессе работы; на фиг. 3 - валок вертикальной (второй) пары в процессе работы. Инструмент для холодной прокатки труб содержит две последовательно расположенные в корпусе 1 взаимно перпендикулярные пары горизонтальных валков 2 и вертикальных валков 3. Валки 2 и 3 имеют на бочках кольцевых калибров соответственно ручьи 4 и 5 неременного поперечного сечения с рабочими зонами а , и а одинаковой протяжен ностн и нерабочими зонами. Нерабочая зона каждого из валков имеет участок б, на коT(jpoM осуществляется подача заготовки, и участок 0, на котором осуществляется ее пропуск. Протяженность нерабочей зоны ручья валков второй (вертикальной) пары выполнена больше протяженности нерабочей зоны ручья валков первой (горизонтальной) пары на величину расстояния I между пара.ми валков. Длина хода L корпуса 1 равна длине развертки ручья калибра второй пары валков. Устройство работает следующим образом. В процессе прокатки корпус 1 рабочей клети перемещается возвратно-поступательно. При этом валки 2 с ручьями 4 и валки 3 с ручьями 5 совершают возвратно-качательпое движение и осуществляют деформацию заготовки 6. При движении из заднего (левого) крайнего положения валков 2, т. е. в момент отсутствия контакта их с заготовкой (участок 6), заготовку подающим механизмом (на чертеже не показан) подают в рабочую зону (на рабочий конус оправки 7). Валки 2, захватив поданную в очаг деформации порцию металла, осуществляют деформацию ее. При этом валки 3 из крайнего заднего (левого) положения перемещаются вслед за валками 2 по участку и участку б. Диаметр ручья 5 калибров валков 3 выполнен больше диаметра заготовки и деформация трубы на этих участках не происходит. Достигнув начала рабочей зоны, валки 3 захватывают заготовку и осуществляют ее деформацию. Таким образом, за время полного хода рабочей клети, равного развертке ручья 5 валков 3, заготовка на участке рабочей зоны в подвергается деформации обеими парами валков, т. е. зона деформации является общей для обеих пар валков. Предложенный инструмент для холодной прокатки позволяет предотвратить образование закатов на трубе при нахождении ее между парами валков и повысить тем самым качество поверхности, а также обеспечить прокатку качественны-х труб без их поворота относительно валков и тем самым осуществить возможность прокатки труб без скручивания со сматыванием их в невращающуюся бухту. Формула изобретения Инструмент для холодной прокатки труб, содержащий две последовательно расположенные взаимноперпендикулярные пары валков, каждый из которых имеет на бочке ручей переменного поперечного сечения с рабочими зонами одинаковой протяженности, отличающийся тем, что, с целью повышения качества поверхности труб, протяженность нерабочей зоны ручья валков второй пары больше протяженности нерабочей зоны ручья валков первой пары на величину расстояния между парами валков. Источники информации, принятые ВО внимание при .экспертизе 1.Авторское свидетельство СССР № 380377, кл. В 21 В 21/00, 1971. 2.Патент Германии № 86162, кл. 7а, 21/00 1896.
