М6НИ скорости (Vn) и соогветственно пути перемещения правой линейки (5л), размеры поперечного сечения кантуемого слитка и профиль прокатных валков.
Условие, вытекающее из необходимости согласования скоростей правой линейки (Ул) и кантователя (Ук), выражается следующей зависимостью
ЛкМ
l/.W.
Ук.(%
-л(0
где .K, -высота подъема крючьев; /1ко - высота подъема крючьев от крайнего нижнего положения до уровня рабочего рольганга, т. е. до соприкосновения крючьев со слитком; be - ширинаконтрольного
слитка.
Эта зависимость имеет смысл при h.K(t) Лк„ т. е. с момента встречи крючьев кантователя со слитком.
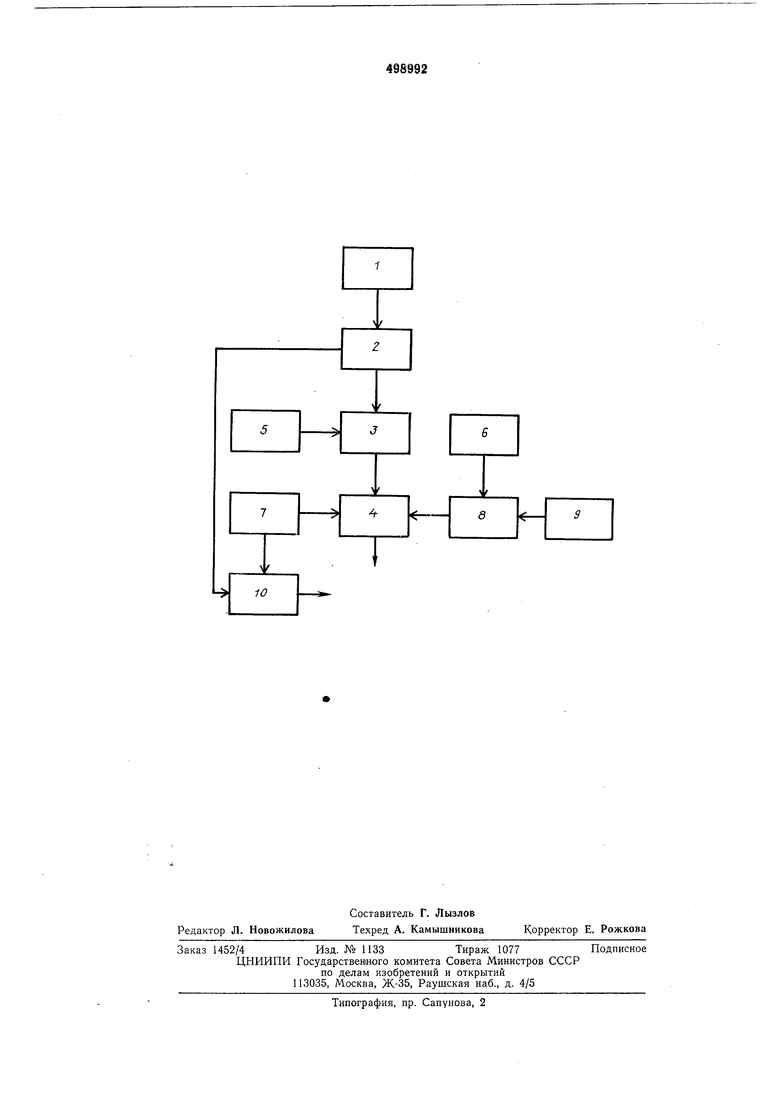
На чертеже изображена блок-схема устройства автоматического формирования диаграммы сигнала управления для электроприводов правой линейки манипулятора и кантователя при автоматической кантовку раската.
Схема состоит из запоминающего блока 1 для хранения номера пропуска и программы обжатия блока 2 определения и хранения номера калибра прокаленных валков, блока 3 снятия запрета на формирование диаграммы сигнала управления, блока 4 формирования диаграммы и выдачи сигнала управления в систему регулирования, датчика 5 положения крючьев кантователя, запоминающего блока
6для хранения типоразмера слитка, датчика
7статического тока главного привода, блока
8снятия сигнала управления, датчика 9 скорости правой линейки манипулятора, блока 10 выдачи сигнала управления в систему регулирования электроприводом кантователя.
В пропуске леред кантов кой раската информация о номере пропуска и программы обжатия из блока 1 поступает в блок 2. Информация о типоразмере слитка, определяемая запоминающим блоком 6, поступает с автоматической системы управления главным приводом в блок 8 снятия сигнала управления, в котором определяется необходимый путь предварительного подхода правой линейки манипулятора к кантуемому раскату для надежного контакта крючьев с ним. В момент выброса раската из валков сигнал от датчика 7 статического тока главного привода снимает
запрет с блока 4, формирующего диаграмму сигнала управления электроприводом правой линейки манипулятора, а также с блока 10, выдающего импульс в систему управления электроприводов кантователя. После этого
линейки манипулятора начинают занимать заданное положение, необходимое для передачи раската в другой калибр, а крючья кантователя подходить к раскату для его последующей кантовки.
После достижения заданной величины скорости, определяемой датчиком 9 скорости правой линейки манипулятора, блок 8 снимает сигнал управления с электропривода правой линейки манипулятора. Величина скорости, а
соответственно и пути, проходимой линейкой манипулятора, устанавливается в зависимости от типа размеров сечения кантуемого раската. Дальнейшее перемещение правой линейки
манипулятора -происходит ири достижении крючьев каитователя заданной высоты, определяемой датчиком 5 положения крючьев кантователя. Высота (Подъема крючьев каетователя, при которой повторно включается правая линейка манипулятора для согласования ее скорости со скоростью крючьев кантователя, устанавливается блоком 3 в зависимости от поперечного сечения и от номера калиб/ра прокатных валков, в который
подается раскат.
Предмет изо1бретения
Onocoi6 автоматического управления процессом кантовки раската на обжимиых реверсивных станах, предусматривающий в системе автоматического управления линейками манипулятора и кантователем требуемые очередность и СД1ВИГ по времени между включениями электроприводов этих .механизмов, отличающийся тем, что, с целью повышения надежности процесса кантовки без снижения темпа прокатки, диаграмму сигнала управления элекТ|рап|риводом линейки -манипулятора, несущей кантователь, формируют в функции текущих координат точки встречи крючьев кантователя с раскатом.
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления приводом кантователя | 1981 |
|
SU1031545A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| Кантователь обжимных прокатных станов | 1959 |
|
SU129164A1 |
| Устройство программного управленияпРиВОдОМ КАНТОВАТЕля ОбжиМНОгОРЕВЕРСиВНОгО пРОКАТНОгО CTAHA | 1978 |
|
SU795597A1 |
| Кантователь для автоматизированного быстродействующего манипулятора прокатных станов | 1961 |
|
SU142273A1 |
| Подъемно-опускающийся стол | 1982 |
|
SU1066686A1 |
| МАНИПУЛЯТОР-КАНТОВАТЕЛЬ ОБЖИМНОГО СТАНА | 1966 |
|
SU188464A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Устройство автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана | 1975 |
|
SU546401A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |