Изобретение относится к области станкостроения и может найти применение при проектировании станков для обработки поршневых колец.
Целью изобретения является расширение технологических возможностей путем обеспечения точной обработки модифицированных криволинейных профилей.
Указанная цель достигается тем, что станок снабжен двумя коническими зубчатыми парами, связывающими шпиндель заготовки с входным валом карданного механизма, который имеет возможность поворота на требуемый угол относительно выходного вала, причем бабка привода инструмента установлена на круговых направляющих плиты с возможностью разворота в вертикальной плоскости на требуемый угол.
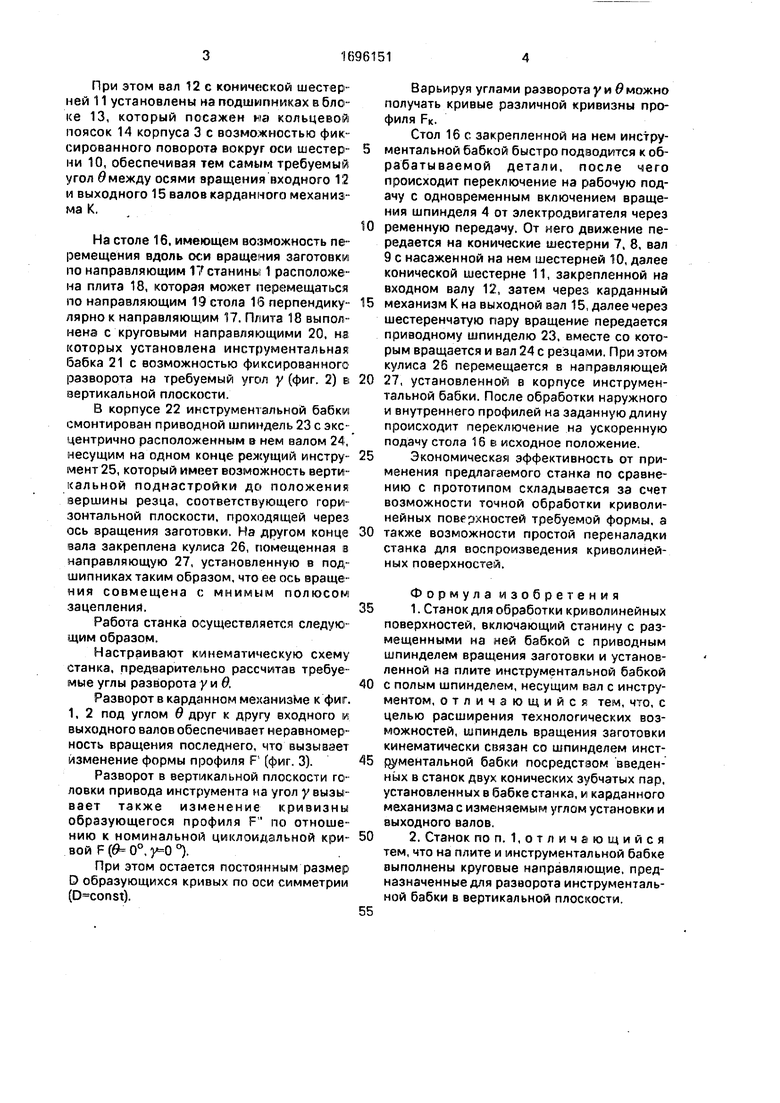
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - форма обрабатываемых криволинейных поверхностей.
Станок содержит станину 1, на которой установлена бабка 2, в корпусе 3 которой на подшипниках смонтирован шпиндель 4. Он несет патрон 5, в котором закреплена заготовка 6. На шпиндель 4 насажена коническая шестерня 7, входящая в зацепление с конической шестерней 8, закрепленной на валу 9, несущем также коническую шестерню 10, входящую в зацепление с шестерней 11, которая сидит на входном валу 12 карданного механизма К.
Os
ю о
СП
При этом вал 12с конической шестерней 11 установлены на подшипниках в блоке 13, который посажен на кольцевой поясок 14 корпуса 3 с возможностью фиксированного поворота вокруг оси шестерни 10, обеспечивая тем самым требуемый угол в между осями вращения входного 12 и выходного 15 валов карданного механизма К.
На столе 16, имеющем возможность перемещения вдоль оси вращения заготовки по направляющим 17 станины 1 расположена плита 18, которая может перемещаться по направляющим 19 стола 16 перпендикулярно к направляющим 17. Плита 18 выполнена с круговыми направляющими 20, на которых установлена инструментальная бабка 21 с возможностью фиксированного разворота на требуемый угол у (фиг. 2) в вертикальной плоскости.
В корпусе 22 инструментальной бабки смонтирован приводной шпиндель 23 с эксцентрично расположенным е нем валом 24, несущим на одном конце режущий инструмент 25, который имеет возможность верти- кальной поднастройки до положения вершины резца, соответствующего горизонтальной плоскости, проходящей через ось вращения заготовки. На другом конце вала закреплена кулиса 26, помещенная в направляющую 27, установленную в подшипниках таким образом, что ее ось вращения совмещена с мнимым полюсом зацепления.
Работа станка осуществляется следующим образом.
Настраивают кинематическую схему станка, предварительно рассчитав требуемые углы разворота у и 0.
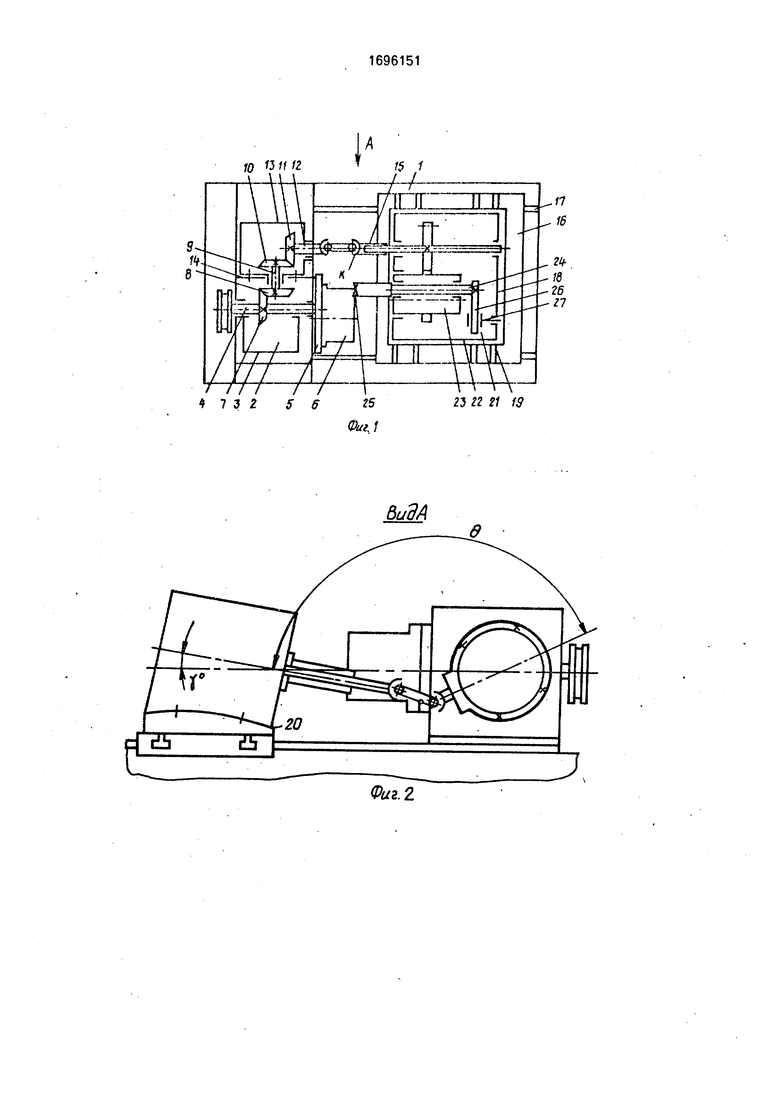
Разворот в карданном механизме к фиг. 1, 2 под углом в друг к другу входного и выходного валов обеспечивает неравномерность вращения последнего, что вызывает изменение формы профиля F (фиг, 3).
Разворот в вертикальной плоскости головки привода инструмента на угол у выэы- вает также изменение кривизны образующегося профиля F по отношению к номинальной циклоидальной кривой F (# 0°, °).
При этом остается постоянным размер D образующихся кривых по оси симметрии (D const).
Варьируя углами разворота у и 9 можно получать кривые различной кривизны профиля FK.
Стол 16с закрепленной на нем инструментальной бабкой быстро подводится к об- рабатываемой детали, после чего происходит переключение на рабочую подачу с одновременным включением вращения шпинделя 4 от электродвигателя через
ременную передачу. От него движение передается на конические шестерни 7, 8, вал 9 с насаженной на нем шестерней 10, далее конической шестерне 11, закрепленной на входном валу 12, затем через карданный
механизм К на выходной вал 15, далее через шестеренчатую пару вращение передается приводному шпинделю 23, вместе со которым вращается и вал 24 с резцами. При этом кулиса 26 перемещается в направляющей
27, установленной в корпусе инструментальной бабки. После обработки наружного и внутреннего профилей на заданную длину происходит переключение на ускоренную подачу стола 16 в исходное положение.
Экономическая эффективность от применения предлагаемого станка по сравнению с прототипом складывается за счет возможности точной обработки криволинейных поверхностей требуемой формы, а
также возможности простой переналадки станка для воспроизведения криволинейных поверхностей.
Формула изобретения
1. Станок для обработки криволинейных поверхностей, включающий станину с размещенными на ней бабкой с приводным шпинделем вращения заготовки и установленной на плите инструментальной бабкой
с полым шпинделем, несущим вал с инструментом, отличающийся тем, что, с целью расширения технологических возможностей, шпиндель вращения заготовки кинематически связан со шпинделем инструментальной бабки посредством введенных в станок двух конических зубчатых пар, установленных в бабке станка, и карданного механизма с изменяемым углом установки и выходного валов.
2. Станок по п. 1,отличающийся тем, что на плите и инструментальной бабке выполнены круговые направляющие, предназначенные для разворота инструментальной бабки в вертикальной плоскости.
Ю К 11 It
23 Я f/ 19
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Металлорежущий станок для обработки цилиндрических и конических заготовок | 1977 |
|
SU766749A1 |
| Станок для фрезерования червяков | 1977 |
|
SU733894A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Станок для обработки циклоидальных профилей | 1974 |
|
SU498098A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
Изобретение относится к области станкостроения и может найти применение при проектировании станков для обработки поршневых колец. Целью изобретения является расширение технологических возможностей путем обеспечения возможности точной обработки модифицированных криволинейных профилей. Указанная цель достигается за счет использования конических зубчатых пар и карданной передачи. Станок содержит станину 1, бабку 2, шпиндель 4, две пары конических шестерен 7, 8 10 и 11, карданный механизм К, инструментальную бабку 21 со шпинделем 23. Разворот в карданном механизме К под углом вдруг к другу входного 12 и выходного 15 валов обеспечивает неравномерность вращения последнего, что вызывает изменение профиля. Разворот- в вертикальной плоскости инструментальной бабки 21 на угол у вызывает также изменение кривизны образующегося профиля по отношению к номинальной циклоидальной кривой. 1 з.п. ф-лы, 3 ил.
ВидА
Фиг. 2
Фиг.З
| Станок для обработки криволинейных поверхностей | 1986 |
|
SU1537379A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
