Изобретение относится к производству прямошовных электросварных труб.
Известна обойма сварочной клети, содержапдая основание, роликовые кассеты, связанные с механизмом регулировки угла поворота роликов вокруг закрепленной на основании оси, перпендикулярной осн ходового винта, служащего для радиального перемещения указанных кассет.
Однако известная обойма не обеспечивает равномерной нагрузки подшипннковых узлов и требует наличия двух корпусов: одного для радиального перемещения кассет, другого - для их новорота, что осложняет конструкцию и настройку обоймы.
Целью изобретения является упрощение настройки и увеличение надежности и долговечности обоймы.
Эта цель достигается тем, что роликовая кассета снабжена жестко связанным с ходовым винтом и установленным в направляющих роликовой кассеты ползуном, свободно насаженным на ось поворота роликов и взаимодействующим с механизмом регулировки угла поворота роликов, при этом ось поворота ро.тиков установлена на одной вертикальной оси с осью ходового винта, а механизм регулнровки угла поворота роликов выполнен в виде закрепленного на основании поворотного эксцентрикового вала, на
установлен кулачок, взаимодействующий с нолзуном.
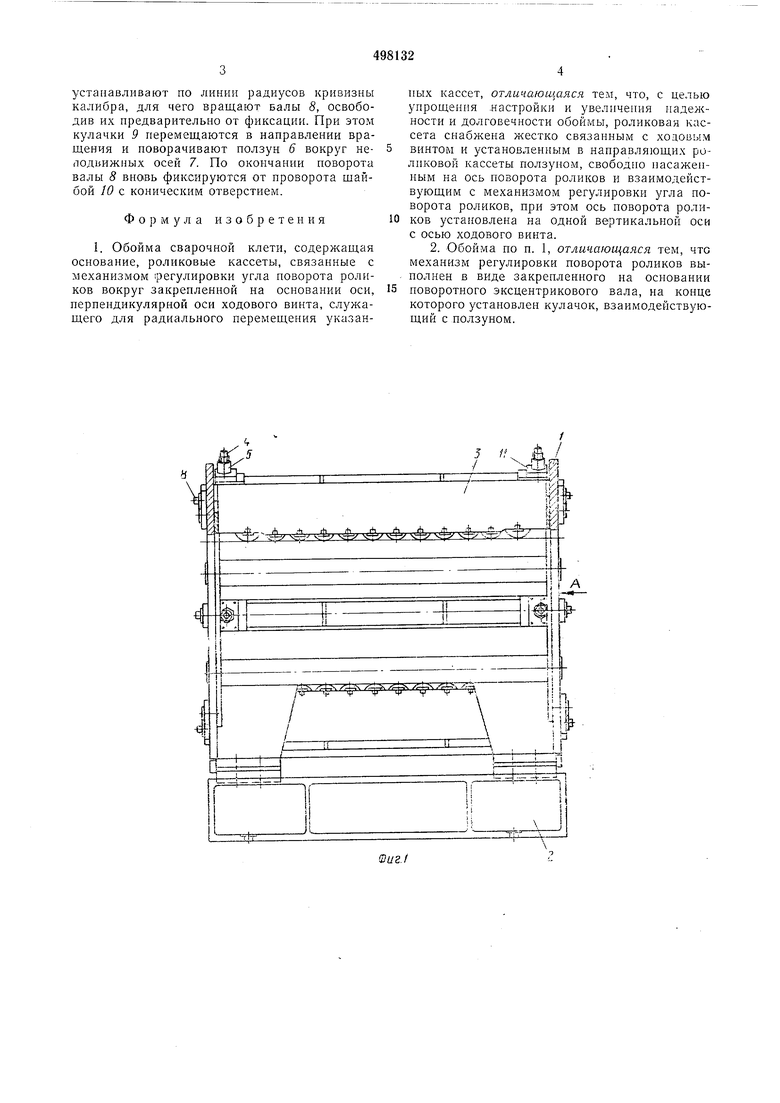
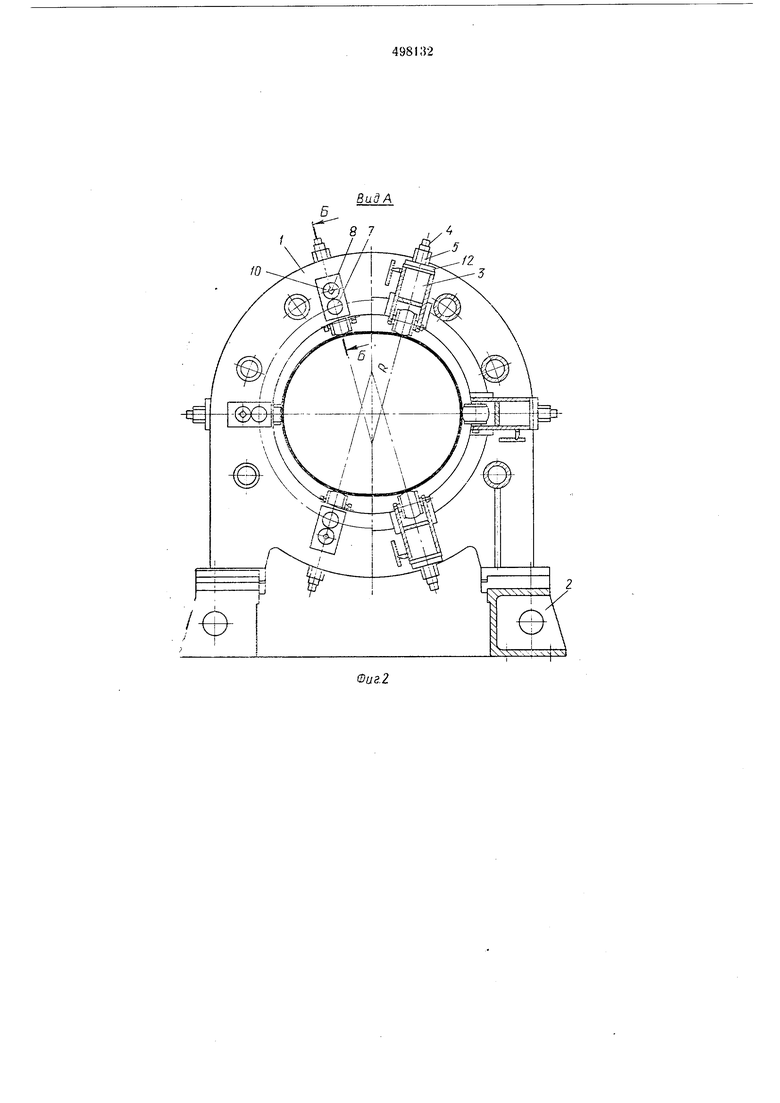
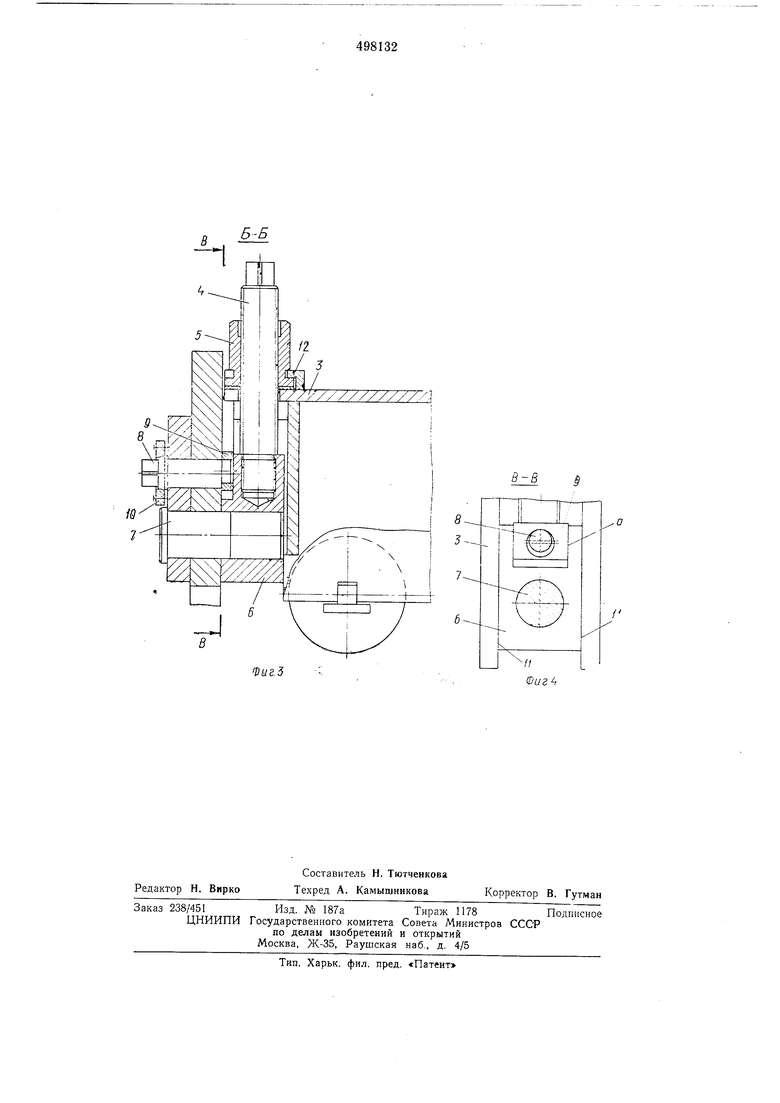
На фиг. 1 изображена обойма сварочной клети, общий вид; на фиг. 2 - вид по стрелке
Л на фиг. 1; на фиг. 3 - механизм регулировки угла поворота роликов, разрез по Б-Б на фиг. 2; на фиг. 4 - разрез ло В-В на фиг. 3. Основание обоймы установлено на плитах 2. Роликовые кассеты 3 по концам с
помощью ходового винта 4 и гайки 5 связаны с механизмом регулировки угла иоворота роликов. Иолзун 6 установлен на неподвижной оси 7 с возможностью поворота вокруг нее от эксцентрикового вала 8 и кулачка 9. Кулачок
9 прямоугольной формы входит в прямоугольный паз, выполненный в ползуне 6, п контактирует с последним боковыми сторонами а. Вал 5 закреплен па основаиии и фиксируется от произвольного поворота щайбой W с коническим отверстием. Кассета 3 имеет по концам направляющие 11, в которые входит ползун 6, жестко связапый с винтом 4, гайка о которого закренлена на кассете 3 ирн номощи планки 12
Работает обойма следующим образом.
Для образования калибра определенной овализации вначале кассеты 3 перемещают п радиальном направленпи и устанавливают их но окружности калибра, для чего вращают
гайки 5. Затем кассеты 3 поворачивают и
устанавливают по линии радиусов кривизны калибра, для чего вращают валы 8, освободив их предварительно от фиксации. При этом кулачки 9 перемещаются в направлении вращения и поворачивают ползун 6 вокруг нелодьижных осей 7. По окончании поворота валы 8 BHOiBb фиксируются от проворота шайбой 10 с коническим отверстием.
Формула изобретения
1. Обойма сварочной клети, содержащая основание, роликовые кассеты, связанные с механизмом регулировки угла поворота роликов вокруг закрепленной на основании оси, перпендикулярной оси ходового винта, служащего для радиального перемещения указанных кассет, отличающаяся тем, что, с целью упрощения настройки и увеличения надежности и долговечности обоймы, роликовая кассета снабжена жестко связанным с ходовым
винтом и установленным в направляющих ролпковой кассеты ползуном, свободно насаженным на ось поворота роликов и взаимодействующим с механизмом регулировки угла поворота роликов, при этом ось поворота роликов установлена на одной вертикальной оси с осью ходового винта.
2. Обойма по п. 1, отличающаяся тем, что механизм регулировки поворота роликов вынолнен в виде закрепленного на основании поворотного эксцентрикового вала, на конце которого установлен кулачок, взаимодействующий с ползуном.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| Сварочная клеть для сборки и сварки труб конечной длины | 1989 |
|
SU1636083A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
.- Ф ...А.. ,Ф Ф 1 t j . -J
-jrfey -i хфу ё|у vq уфу хгр/ -Ср-U /dfe
5
/
х:-,-, др ГГ -т
10
5
12
В-Б
Фиг-5
B-i
UN;
Фиг
