Изобретение относится к трубосварочному производству, а точнее к сварочным клетям для сборки и сварки прямогаовных труб большого диаметра конечной длины.
Целью изобретения является повышение качества свариваемых труб путем обеспечения точности совмещения спчриваемых кромок и расширение техно лог шге с к их возможностей.
Сварочная клеть позволяет улучшить схему сборки трубной заготовки, обеспечивая стабильное положение трубной заготовки, исключающее возможность поворота ее вокруг своей оси и гарантирующее точное совмещение кромок, благодаря чему повышается качество свариваемых труб. Кроме того, предлагаемое выполнение механизмов регулировки боковых и верхних кассет и схема расположения кассет и механизмов регулировки позволяют обеспечить точную установку каждой роликовой кассеты на требуемый размер калибра и сохранить постоянным расстояние между осями верхних роликовых кассет при сварке различных диаметров труб. Благодаря этому отпа дает необходимость создания обоймы для каждого типа размера труб при соранении габаритов сварочного аппарат
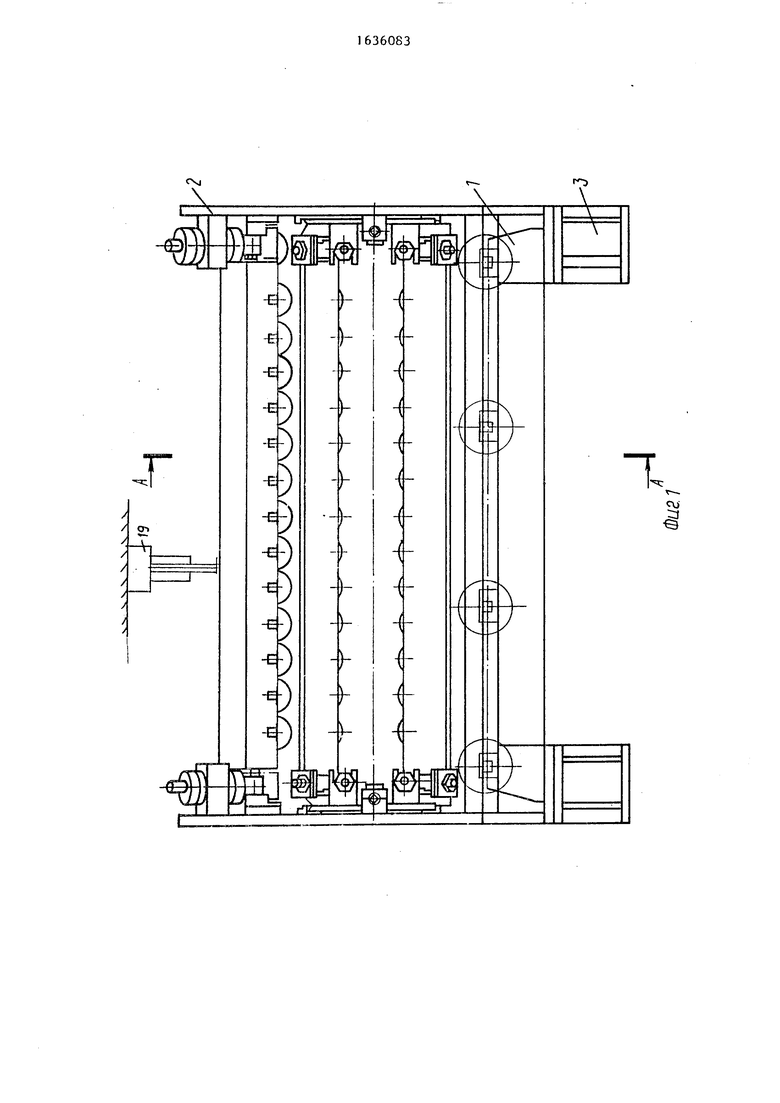
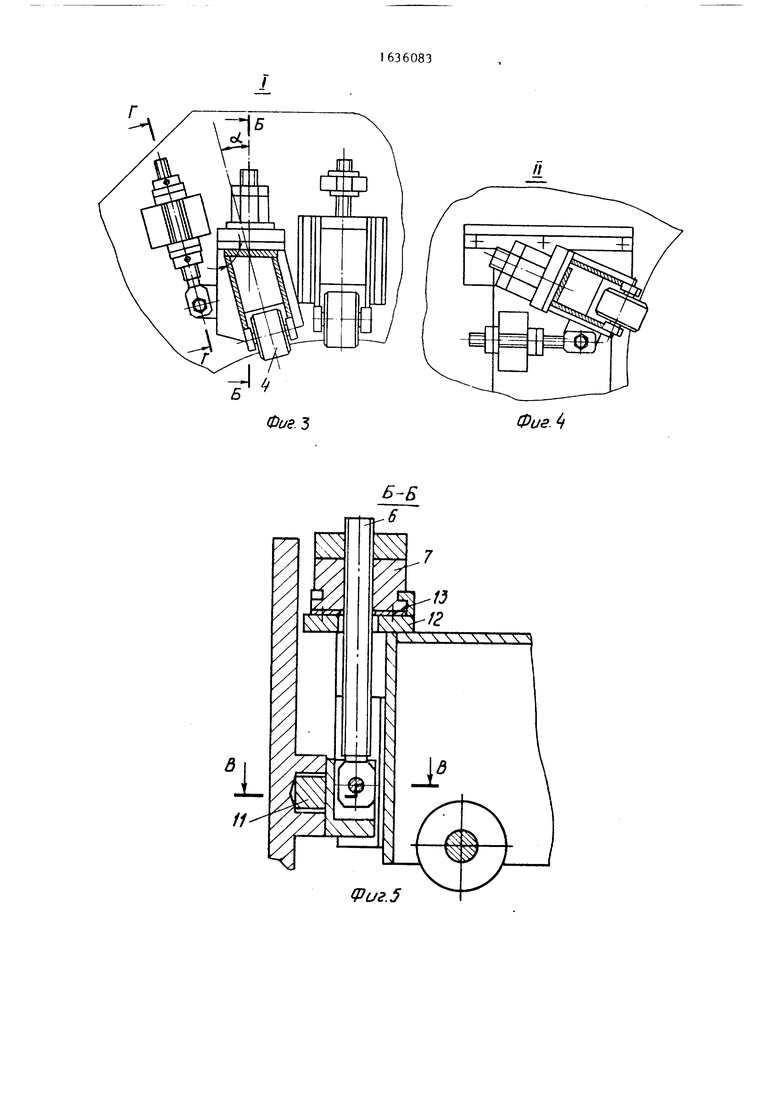
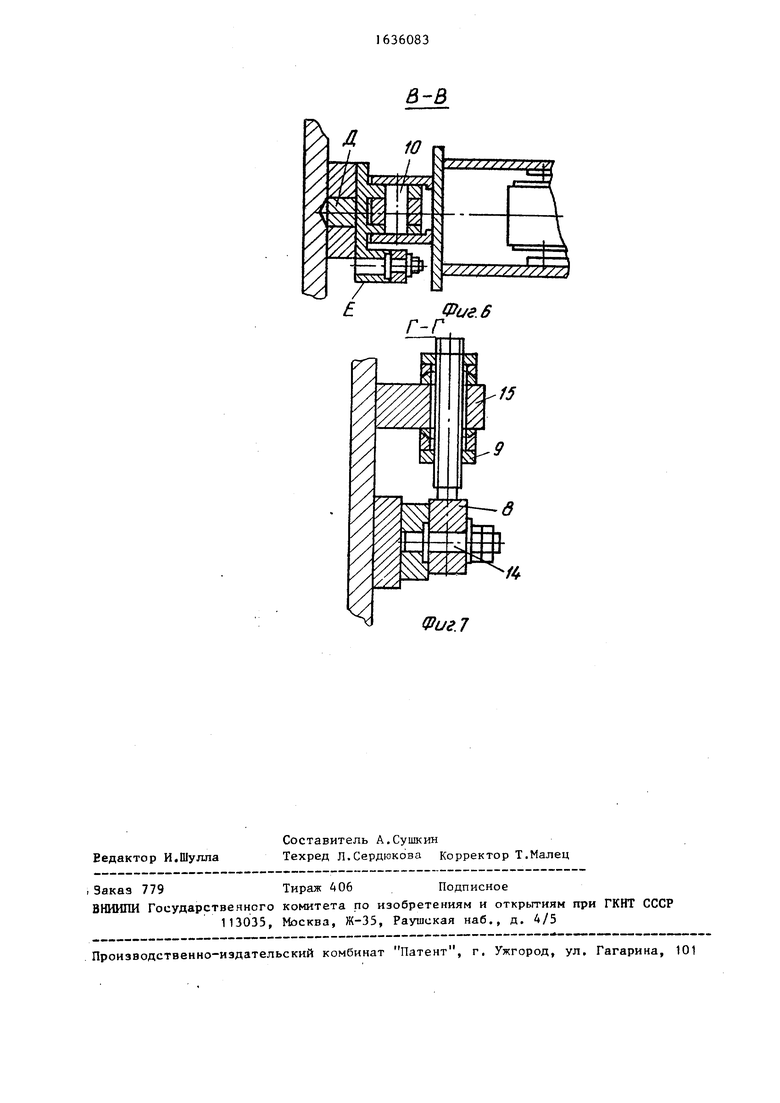
На фиг.1 изображена сварочная клеть, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.1 (увеличено); на фиг.4 - узел И на фиг.1; на фиг.З - разрез Б-Б на фиг.З;.на фиг.6 - разрез В-В на фиг.
5; на фиг.7 - разрез Г-Г на фиг.З.
i
Сварочная клеть для сборки и сварки труб конечной длины содержит обойму 1 с основаниями 2, установленную на плитовине 3. В отверстиях оснований 2 по окружности попарно размещены верхние А и боковые 5 роликовые кассеты. Механизмы регулировки роликовых кассет А и 5 выполнены в виде
5
0
5
0
5
0
45
0
двух кинематических пар винт-гайка 6-7 и 8-9. Винты 6 поворотно соединены посредством осей 10 с вилками сухарей 11. Сухари 11 имеют цилиндрический выступ Д и плечо Е с отверстием. Выступ Д сухарей 11 поворотно связан с основанием 2 обоймы 1. Гайки 7 жестко закреплены на плитах 12 роликовых кассет 4 и 5 посредством полуколец 13. Плечо Е сухарей 11 посредством осей 14 связано с винтами 8 вторых кинематических пар. Гайки 9 этих пар закрепляют винты 8 на вилках 15, прикрепленных к основанию 2 обоймы. При этом кинематические пары винт-гайка 6-7 верхних роликовых кассет 4 установлены параллельно вертикальной оси основания 2 обоймы 1, т.е. под углом об к роликовым кассетам 4, и служат для их вертикального перемещения .
Плиты 12 верхних роликовых кассет 4 прикреплены к их корпусу под этим же об углом. Кинематические пары винт- гайка 6-7 для перемещения боковых роликовых кассет 5 расположены по радиусам основания 2 обоймы I, причем боковые роликовые кассеты 5 установлены попарно на общих плитовинах 15, оснащенных приводами их перемещения в горизонтальном направлении, выполненными в виде гайки 16, закрепленной на плитовине 15, и винта 17, закрепленного на основании 2 обоймы 1. Внизу основания 2 обоймы 1 установлены поддерживающие ролики 18. Сварочный аппарат 19 установлен между верхними роликовыми кассетами 4. Расстояние между крайними точками верхних роликовых кассет строго постоянно.
Сварочная клеть работает следующим образом.
Перед началом работы сварочной клети для образования соответствующего калибра верхние роликовые кассеты 4 перемещают в вертикальном направлении, для чего вращают гайки 7. За3 1
тем роликовые кассеты 4 поворачивают, устанавливая по линии радиусов кривизны калибра. Для этого вращают гайки 9. Винты 6, соединенные с плечом Е сухарей 11, поворачивают последние и вместе с ними кинематические пары винт-гайка 8-9 и, следовательно, роликовые кассеты А. Далее посредством приводов 16-17 плитови- ны 15 с блоками боковых роликовых кассет 5, перемещаясь в горизонтальном направлении, подводятся к калибру. После этого боковые роликовые кассеты 5 перемещают в радиальном направлении, вращая гайки 7. Затем, вращая гайки 9, боковые роликовые кассеты 5 поворачивают, устанавливая по линии радиусов кривизны калибра. При этом так же, как и при повороте верхних роликовых кассет 4, винты 6 поворачивают сухари 11, а через кинематические пары винт-гайка 8-9 сами боковые роликовые кассеты 5. После образования соответствующего калибра трубная заготовка 20 подается в обойму 1 сварочной клети таким образом, чтобы начало трубной заготовки совпало с осью сварочного аппарата 19. Ролики 18 поддерживают низ трубной заготовки на одном уровне. Включают сварочный аппарат 19 и заготовка, собранная по всей длине в калибре роликовых кассет 4 и 5, со сварочной скоростью перемещается посредством транспортных средств.
Предлагаемая сварочная клеть по сравнению с известными имеет более широкие технологические возможности, позволяет повысить качество труб и
36083
упростить настройку оборудования при переходе с размера на размер изготовляемых труб.
Формула изобретения
1.Сварочная клеть для сборки и сварки труб конечной длины, содержаig щая обойму, в основаниях которой установлены верхние и боковые роликовые кассеты с механизмами их регулировки, а также сварочный аппарат, отличающаяся тем, что, с целью
15 повышения качества свариваемых труб путем обеспечения точности совмещения кромок и расширения технологических возможностей, механизм регулировки роликовых кассет выполнен в виде двух
20 кинематических пар винт-гайка и снабжен вилкой, жестко прикрепленной к основанию обоймы, и сухарем, выступ которого шарнирно закреплен на основании обоймы, винт одной из пар смон25 тирован шарнирно на сухаре, а гайка жестко закреплена на роликовой кассете, винт другой кинематической пары соединен с плечом сухаря, а гайка закреплена на вилке, кинематические
30 пары для перемещения верхних роликовых кассет расположены параллельно оси основания обоймы, а кинематические пары для перемещения боковых кассет расположены по радиусу основания обоймы.
2.Клеть поп.1,отличаю- щ а я с я тем, что, боковые роликовые кассеты попарно установлены на общих плитовинах и снабжены привода4Q ми их горизонтального перемещения.
35
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Сборочно-сварочная клеть трубоэлектросварочного стана | 1986 |
|
SU1384353A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| Трубосварочная клеть | 1978 |
|
SU810330A2 |
Изобретение относится к трубосварочному производству, а также к сварочным клетям для сборки и сварки прямошовных труб большего диаметра конечной длины. Цель изобретения - повышение качества труб за счет обеспечения точности совмеп(ения свариваемых кромок и расширение технологи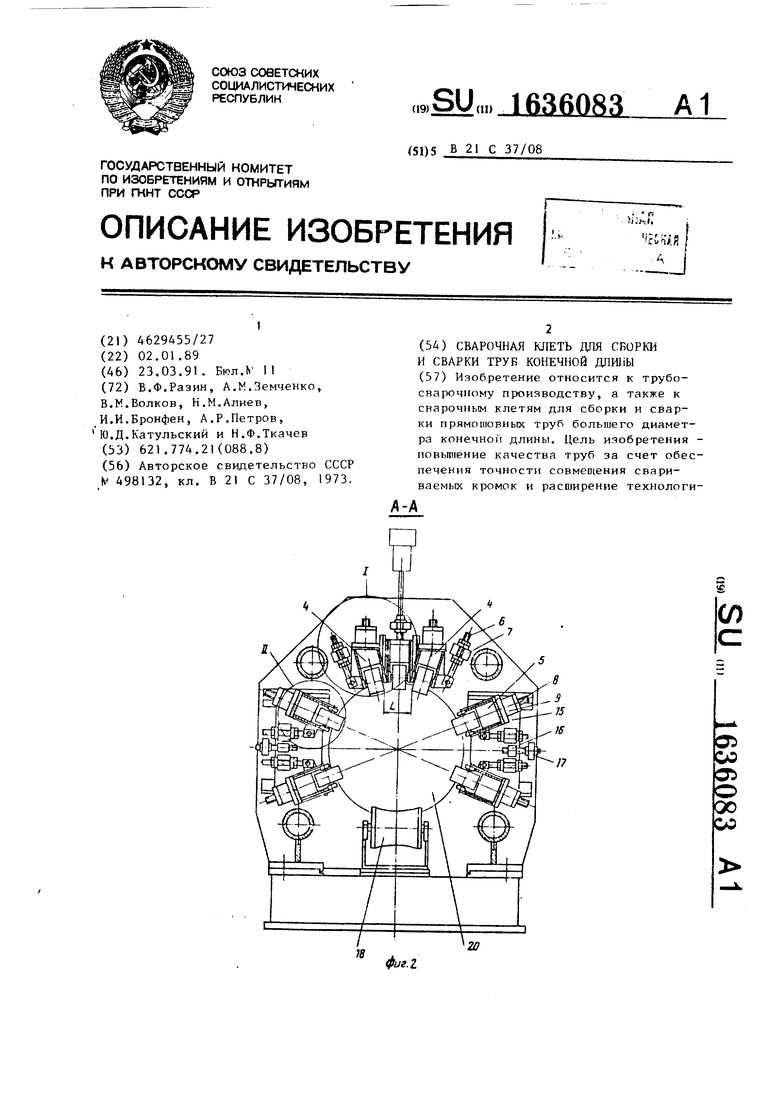
Фиг.Ъ
Фиг. 4
Фиг. 5
В-В
(Риг.7
| Обойма сварочной клети | 1973 |
|
SU498132A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
