Изобретение относится к энергетике и может быть использовано, например, в лопастях рабочих колес различных типов лопаточпых турбомашин.
При изготовлении лопастей модельных гидротурбин из различных полимерных материалов, в том числе и наиболее прочных стеклопластиков, не удается получить надежную неразрушаемую конструкцию профильного тела лопасти, особенно ее выходной кромки. Для предохранения от различного вида разpyHienHii и выкрашивания огибаюгцие кромки лопастей армируются металлическими пластинами.
Известно применеиие плоских пластин для выхОлТ.иых кромок лопаток направляющих аппаратов гидротурбип.
Такпе пластииы одной стороной но всей своей длине жестко соединены со стержнем, расположенным в теле лопатки из стеклопластика, а другой стороной заш,емляются при формовании лопатки двумя поверхностями нресс-формы.
Однако при таком армировании невозможно осуш.ествить какую-либо внутреннюю связь пластин, расположенных по периметру лопастей с арматурой, размеш,енной в теле лопастей, из-за больших размеров пера по длине и шириие, исключающих прижим армирующей
плоской пластииы к одиой из поверхносте| пресс-формы.
Целью изобретения является улучшепие техпологии изготовления.
Поставленная цель достнгается тем, что стальные пластины с одного края снабжены прерывистыми секциями гофр, при прессовании расположенными на некотором удалении от выходной кромки лонасти, а нрямолинейный участок пластины образует при этом саму выходную кромку. Для создания постоянного нрижима пластин к контуру лопастп при давлепии на них пресс-материала, гофры пластип имеют копусообразпую форму в виде раструба с оспованием со стороны затекания материала.
Для лучнгего сцепления пластины со стеклопластиком опа выпол 1ена с отверстпямн, расположенными но бокам гофр. Наличие гофр
на пластине обеспечивает возможность наилучшего расположения стальной пластины в тонком теле лонасти из стеклопластика при прессовании, образуя касание профильных поверхностей пресс-формы наружными сферами
гофр заподлицо с поверхностями профиля и предотвращая прижим пластины к одной из поверхностей профиля. Подвижность гофр создает условия для легкой деформации пластины при замыкании пресс-формы и равномерного затекания пресс-материала с обеих
ее сторон. Расположение раструба гофр со стороны затекалия материала обеспечивает досылку пластины при его давлении до контура профиля, выполненного в пресс-форме.
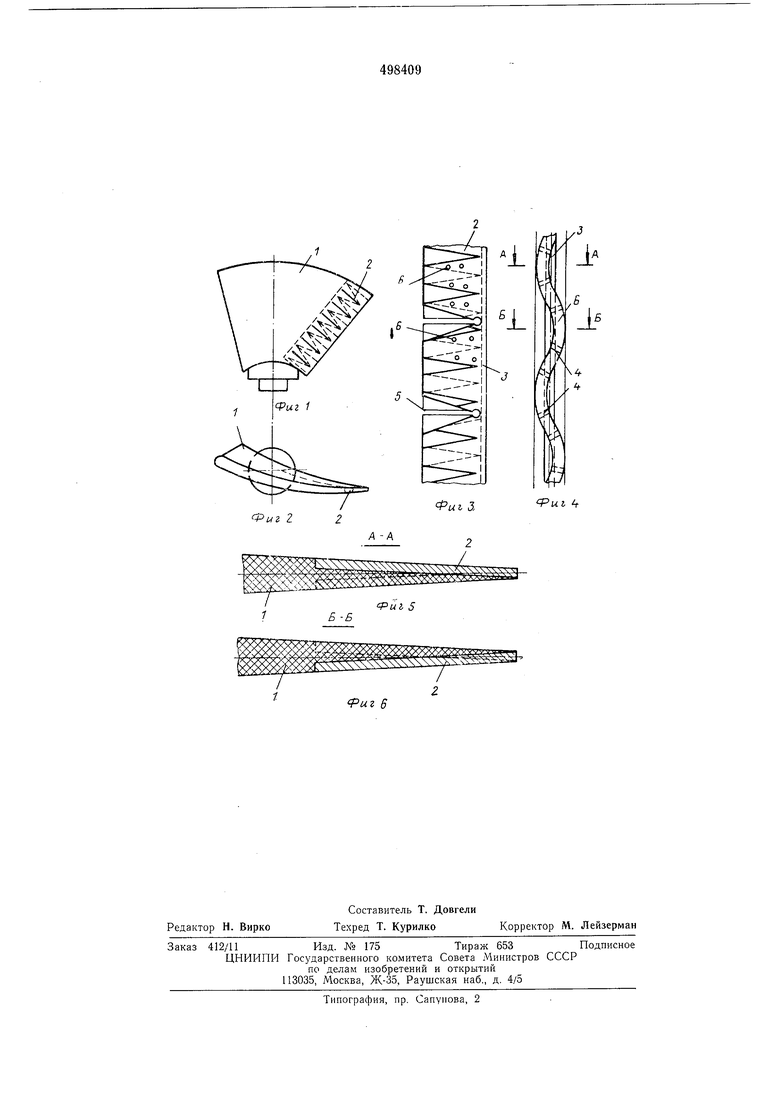
На фиг. 1 изображена лопасть в плане; па фиг. 2 - лопасть, вид сверху; на фиг. 3 - армирующая пластина в плапе; на фиг. 4 - элемент гофр с отверстиями со стороны тела лопасти; на фиг. 5 - разрез по А-А на фиг. 4 (гофра прижата к верхней поверхности профиля); на фиг. 6 - разрез по Б-Б на фиг. 4 (гофра прижата к нижней поверхности профиля).
Армированная лопасть, например лопасть поворотнолопастных (осевой и диагональной), а также радиально-осевой модельной гидротурбины содержит перо лопасти 1, выполненное из пресс-материала и армируюш,ей выходную кромку стальной пластины 2. С одной стороны пластины, по всей ее длине, имеется прямолинейный участок 3, образующий выходную кромку лопасти. Другая сторона пластины выполнена гофрированной, причем радиусные гофры 4 имеют конусообразную форму. Прорези 5 в гофрах, разделенных на секции, обеспечивают удобство получения гофр при штамповке, возможность их свободного растяжения при замыкании пресс-формы и исключают деформацию прямолинейного участка пластины. Для лучшего сцепления стальной пластины со стеклопластиком по бокам гофр имеются отверстия 6, выполненные до штамповки пластины.
Таким образом, гофры ориентируют пластину в середине толщины пера лопасти при литьевом прессовании, исключая ее прижимание под действием давления пресс-материала,
заполняющего полость пресс-формы, к одной из поверхностей формы, тем самым обеспечивают ее равномерное покрытие с обеих сторон. Под действием давления пресс-материала
конусообразные гофры заполняются с двух сторон - создается давление на пластину со стороны гофр. В результате пластина своим прямолинейным участком досылается до упора формы, оформляющей кромку лопасти.
Пластины при установке их в полость прессформы, оформляющую профильную часть лопасти при литьевом прессовании, опираются радиусами своих гофр в противоположные профильные поверхности формы и легко растягиваются по ширине гофр при замыкании формы, не нарушая целостности ее поверхностей.
Предмет изобретения
Лопасть для модельной гидротурбины, например, из стеклопластика, содержащая перо и армирующую пластину, отличающаяся тем, что, с целью улучшения технологии изготовления, армирующая пластина выполнена гофрированной с гофрами конусообразной формы, а на боковых сторонах гофр выполнены отверстия.
Риг В
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2432502C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| ЛОПАТОЧНЫЙ АППАРАТ РАБОЧЕГО КОЛЕСА РАДИАЛЬНО-ОСЕВОЙ ГИДРОТУРБИНЫ | 2009 |
|
RU2422670C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2652269C2 |
| ЛОПАТОЧНЫЙ АППАРАТ РАБОЧЕГО КОЛЕСА РАДИАЛЬНО-ОСЕВОЙ ГИДРОТУРБИНЫ | 2006 |
|
RU2321766C2 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| Способ изготовления восковых моделей лопаток турбин для литья по выплавляемым моделям | 2024 |
|
RU2838813C1 |