В известных кантователях обжимных станов фирм «Юнайтед н «Закк поднятые крючья, выстуная за пределы pa6o4eii нлоскости линейки манипулятора, не позволяют ей производить операцию сдвигания слитка на ось соответствующего калибра валков до опускания крючьев.
Описываемый кантователь отличается от известных тем, что кантующие крючья в верхнем положении утапливаются за рабочую поверхность линейки манипулятора, оставаясь в этом положении до конца пропуска слитка, а перемещепис крючьев вверх осуществляется путем скольжения их тыльной скошенной поверхности по наклонным профилированным направляющим, вмонтированным в лннейку манипулятора.
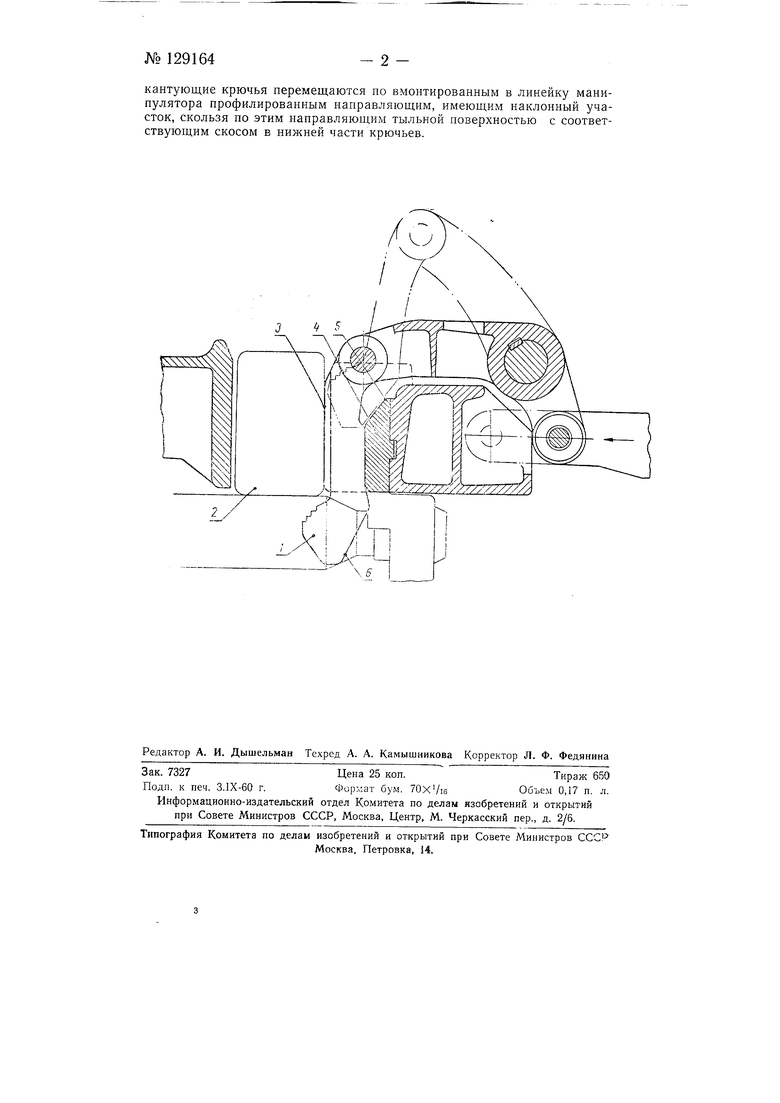
На чертеже изображен кантователь в разрезе.
Крючья 1 в процессе кантования слитка 2 поднимаются в крайнее верхнее положение, устанавливаясь за пределами рабочей поверхности линейки 3 манипулятора, в которую вмоитировапы профилированные направляющие 4, по наклонной плоскости 5 которых скользит тыльная скоиюнная поЕорМ псть 6 крючьев. Опускание последних в исходное (нижнее) положение происходит после подачи окантованного слитка в валки И совмещается со временем паузы, необходимой для реверсирования их и перестановки верхнего валка на следующий проход.
Предмет и з о б р еiе н и я
1.Кантователь обл ;имнь х прокатных станов, о т л i- ч а ю щ и и с я тем, что, с целью сокращения времени пауз при кантовке слитков, раската и автоматизации кантовки, манипулирования и прокатки, кантующие крючья в верхнем поднятом положении утапливаются за рабочую поверхность линейки манипулятора и остаются в утопленном положении до конца пропуска слитка или раската через валки.
2.Форма выполнения по п. I, отличающаяся тем, что для обесиечения утапливания кантующих крючьев в верхнем положении
кантующие крючья перемещаются по вмонтированным в линейку манипулятора профилированным направляющим, имеющим наклонный участок, скользя по этим направляющим тыльной поверхностью с соответствующим скосом в нижней части крючьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| Способ автоматического управления процессом кантовки раската | 1974 |
|
SU498992A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51014A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| Устройство для кантовки и укладки рельсов | 1946 |
|
SU86777A1 |
| Подъемно-опускающийся стол | 1982 |
|
SU1066686A1 |
| Манипулятор с кантователем | 1982 |
|
SU1219198A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |