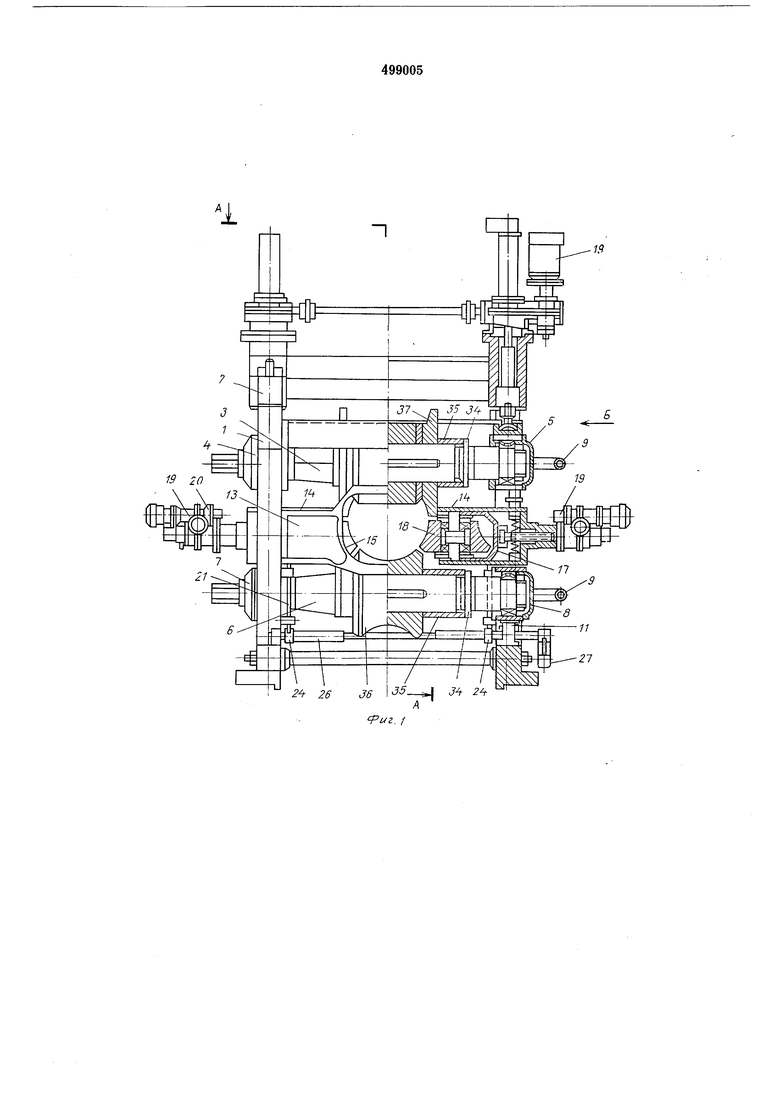
Валки 18, 3, б образуют закрытый, соооный проему 15 калибр. Поперечиая рама 13 снабжеиа механизмом 21 перемещения по вертикали, который имеет спаренные толкатели 22, установленные в направляющих 23 на станине 1 по обе стороны ниж«его горизонтального валка 6.
Во взаимодействии со спаренными толкателями 22 установлены рычаги 24, закрепленные на валках 25 и 26, смонтированных на станине 1.
Рычаги 24 подключены к приводу 27, который представляет собой систему рычагов 28 и 29, винтовых тяг 30 и 31, и стяжной гайки 32.
Работа клети заключается в деформации полосы, предварительно переваленными и настроенными валками.
Перевалка и настройка клети на требуемый калибр осуществляется следующим образом.
Выбиваются клинья 33, снимается крышка 2, извлекается валок 3 с подшипниковыми опорами 4, 5. После этого извлекается поперечная рама 13 вместе с установленными в кассетах 17 вертикальными валками 18. Затем извлекается нижний валок 6 с подшипниковыми опорами 7, 8. На валках 3, 6 снимаются подшипниковые опоры 4, 7, гайки 34 и втулки 35 и спрессовываются калиброванные бочки валков 36, 37.
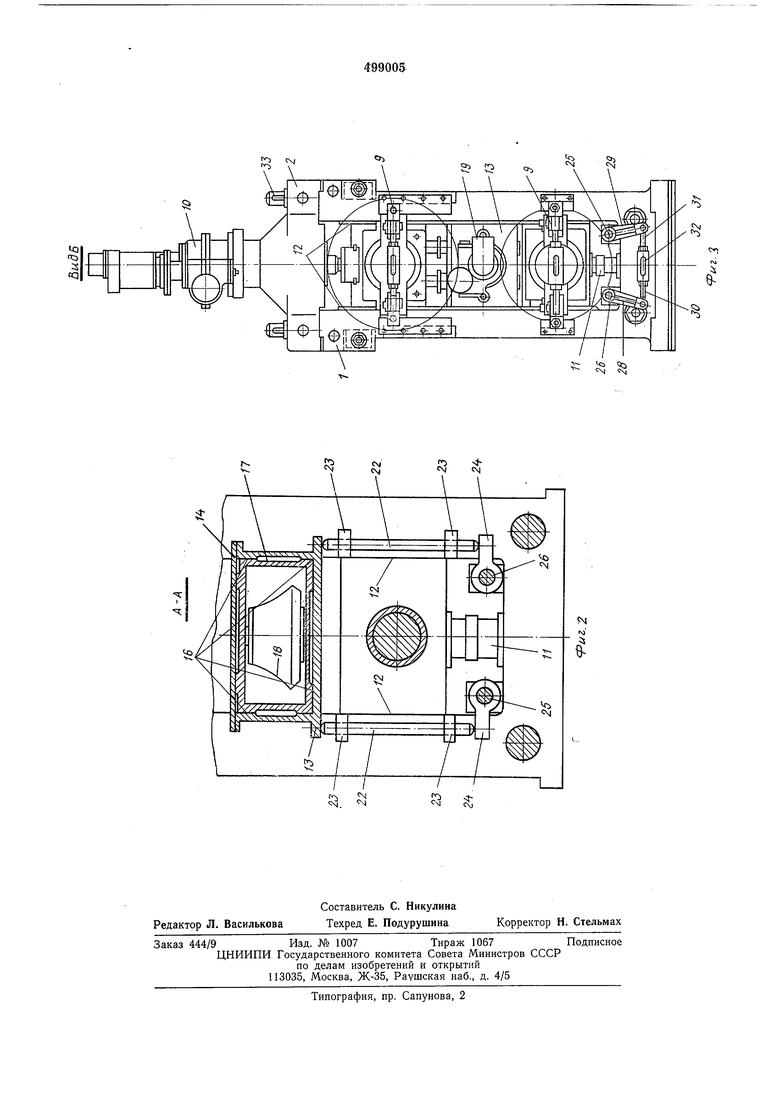
Для замены вертикальных валков с поперечной рамы 13 снимаются крышки 14, отсоединяются нажимные механизмы 19 и механизмы уравновешивания 20 и извлекается вертикальный валок 18.
БОЧки валков 36, 37 заменяются и все устанавливается в обратном порядке.
После перевалки осуществляется настройка калибра. При помощи механизма 21 поворотом стяжной гайки 32, сводящей или разводящей рычаги 28, 29, перемещают толкатели 22 и вместе с ними поперечную раму 13 по вертикали в зависимости от необходимой формы калибра. При этом обслуживание может осуществляться с одной ctopo«bi клети.
Вертикальные валки 18 по ширине калибра могут быть настроены как вне клети, так и после установки поперечной рамы с валками 18 в клеть. Для этого используются нажимные механизмы 19, причем за счет установки кассет 17 с вертикальными валками 18 в направляющих 16 поперечной рамы 13 обеспечивается постоянство положения оси вращения вертикальных валков относительно станины.
Формула изобретения
1.Клеть трубоформовочного стана, содержащая станину, горизонтальные и установленные в кассетах вертикальные валки, образующие закрытый калибр, отличающаяся тем, что, с целью улучшения условий обслуживания, кассеты с вертикальными валками смонтированы в установленной на станине между горизонтальными валками поперечной раме, имеющей пооем, соосный калибру, и снабженной механизмом перемещения по вертикали.
2.Клеть по п. 1, отличающаяся тем, что механизм вертикального перемещения рамы выполнен в виде спаренных толкателей и взаимодействующих с ними рычагов, -смонтированных на станине и соединенных с приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть трублформовочного стана | 1977 |
|
SU626855A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Двухвалковая трубоформовочная клеть с открытым калибром | 1974 |
|
SU554028A1 |