1
Изобретение относится к сварке труб и касается усовершенствования применяемых в трубоэлектросварочных агрегатах формовочных клетей с открытым калибром, предназначенных для формовки полосы в цилиндрическую трубную заготовку.
Известна клеть трубоформовочного стана, содержащая станину с верхним и нижним горизонтальными и боковыми вертикальными валками, а также нажимные механизмы верхнего и боковых валков 1,
Однако из-за раздельной установки верхнего горизонтального и боковых валков затрудняется настройка валкового калибра в стане и увеличивается время, затрачиваемое на проверку правильности взаимного расположении боковых и верхнего валков, а также время на перевалку и настройку стана. Кроме того, неточная установка верхнего и боковых валков приводит к скручиванию трубной заготовки, появлению на ней накатов и вмятин, что ухудшает качество труб и увеличивает процент брака.
Наиболее близкой к изобретению является клеть трубоформовочного стана, содержащая станину с верхним и нижним горизонтальными и боковь ми вертикальными валками, а также нажимные механизмы верхнего и боковых валков 2.
В данной клети вертикальные боковые валки смонтированы на поперечной раме, установленной в станине между горизонтальными валками и имеюн;ей проем, соосный калибру.
При настройке калибра вследствие того, что вертикальные валки не имеют жесткой установки относительно горизонтали (рама, на которой они установлены, по высоте жестко не фиксируется), происходит его нарушение. Это приводит к изменению параметров профиля формуемой заготовки, а следовательно, и к снижению качества труб.
Кроме того, из-за отдельной настройки каждого валка усложняется настройка калибра.
Целью изобретения является повышение качества формовки и сокращение времени на перевалк
Оказанная цель достигается тем, что клеть снабжена траверсой, устаиовленнш на станине с возможностью перемещения но вертикали посредством нажимного механиз.ма верхнего горизонтального валка, при этом боковые вертикальные и верхний горизон,тальный валки укреплены в указанной траверсе.
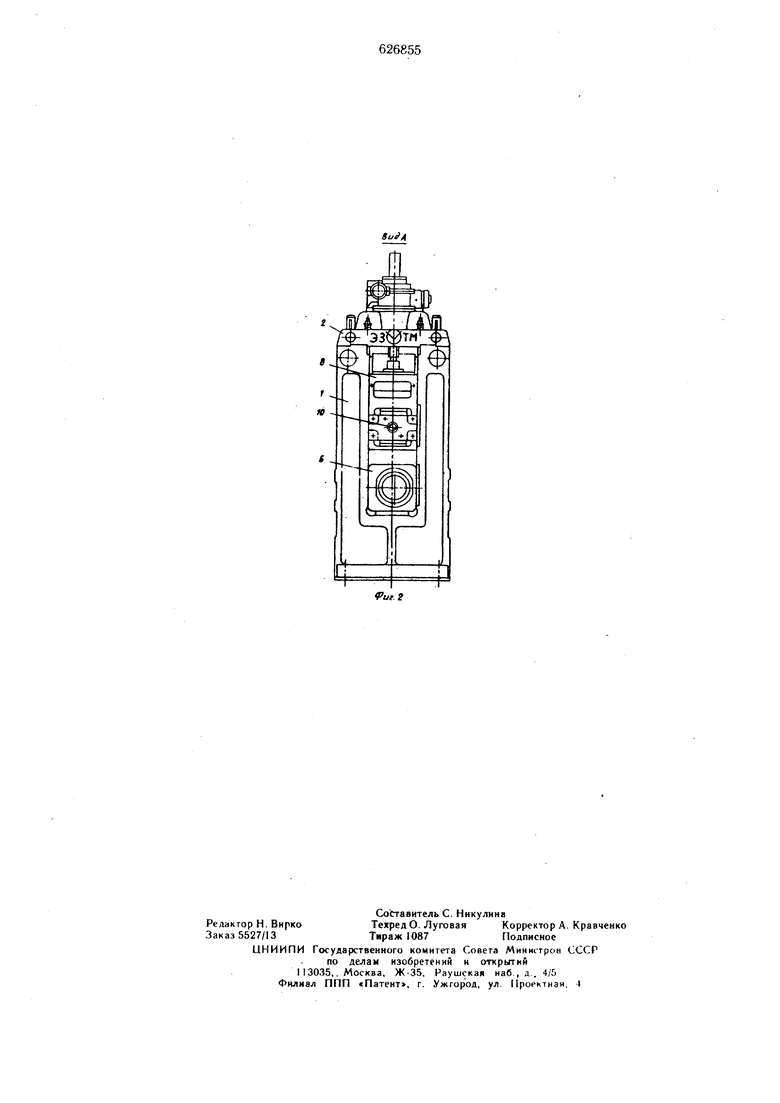
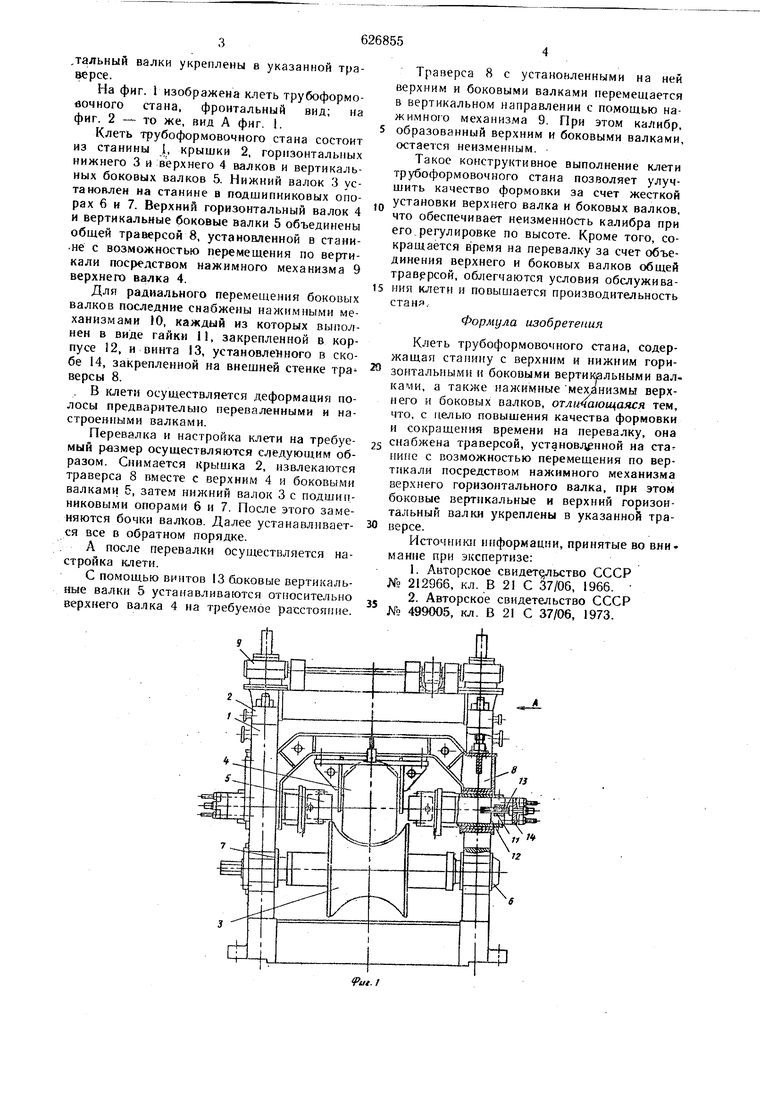
На фиг. 1 изображена клеть трубоформовочного стана, фронтальный вид; на фиг. 2 - то же, вид А фиг. 1.
Клеть трубоформовочного стана состоит из станины I, крышки 2, горизонтальных нижнего 3 и верхнего 4 валков и вертикальных боковых валков 5. Нижний валок 3 установлен на станине в подшипниковых опорах 6 и 7. Верхний горизонтальный валок 4 и вертикальные боковые валки 5 объединены общей траверсой 8, установленной в стани.не с возможностью перемещения по вертикали посредством нажимного механизма 9 верхнего валка 4.
Для радиального перемещения боковых валков последние снабжены нажимными механизмами Ю, каждый из которых выполнен в виде гайки II, закрепленной в корпусе 12, и винта 13, установле ного в скобе 14, закрепленной иа внешней стенке тра версы 8.
. В клети осуществляется деформация полосы предварительно переваленными и настроенными валками.
Перевалка и настройка клети на требуемый размер осуществляются следующим образом. Снимается крышка 2, извлекаются траверса 8 вместе с верхним 4 и боковыми валками 5, затем нижний валок 3 с подшипниковыми опорами 6 и 7. После этого заменяются бочки валКов. Далее устанавливается все в обратном порядке.
А после перевалки осуществляется настройка 14лети.
С помощью винтов 13 боковые вертикальные валки 5 устанавливаются от 1осительно верхнего валка 4 на требуемое расстояние.
Траверса 8 с установленными на ней верхним и боковыми валками перемещается в вертикальном направлении с помощью нажимного механизма 9. При этом калибр, образованный верхним и боковыми валками, остается неизменным.
Такое конструктивное выполнение клети трубоформовочного стана позволяет улучшить качество формовки за счет жесткой установки верхнего валка и боковых валков, что обеспечивает неизменность калибра при его.регулировке по высоте. Кроме того, сокращается время на перевалку за счет объединения верхнего и боковых валков общей травррсой, облегчаются условия обслуживаНИИ клети и повышается производительность станя.
Формула изобретения
Клеть трубоформовочного стана, содержащая станину с верхним и нижним горизонтальными и боковыми вертикальными валнами, а также нажимные механизмы верхнего и боковых валков, отличающаяся тем, что, с целью повышения качества формовки и сокращения времени на перевалку, она
снабжена траверсой, установдрнной на ста HHiic с возможностью перемещения по верТ1 кали посредством нажимного механизма верхнего горизонтального валка, при этом боковые вертикальные и верхний горизонтальный валки укреплены в указанной траверее.
Источники информации, принятые во внк манне при экспертизе:
1.Авторское свидет ьство СССР № 212966, кл. В 21 С 37/06, 1966.
2.Авторское свидетельство СССР
№ 499005, кл. В 21 С 37/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухвалковая трубоформовочная клеть с открытым калибром | 1974 |
|
SU554028A1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Клеть трубоформовочного стана | 1973 |
|
SU499005A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |