1
Изобретение относится к области сварки, в частности к. устройствам для автоматической сварки криволинейных швов, и м.ожет быть использовано при изготовлении авиационных конструкций.
Известно устройство для автоматической сварки криволинейных швов, содержаш.ее основание, жестко закрепленную в нем сварочную горелку и механизм перемеш,ения изделия, выполненный в виде установленных в основании нажимного и приводного роликов, взаимодействуюш,их с копиром, введенным между роликами и выполненным по форме изделия. Копир соединен со свариваемым изделием посредством штырей.
Недостатком такого устройства является сложность его конструкции и недостаточная точность положения с рочной горелки относительно разделки сварного шва.
Цель изобретения - упрошение конструкции устройства и повышение качества сварного шва за счет более точного положения сварочной горелки относительно разделки сварного шва.
Для этого предлагаемое устройство снабжено подкладным элементом для закрепления на нем изделия, соединенным с основанием с помош,ью самоориентируюш,ихся подшипников, а копир укреплен в нижней части подкладного элемента против свариваемого шва.
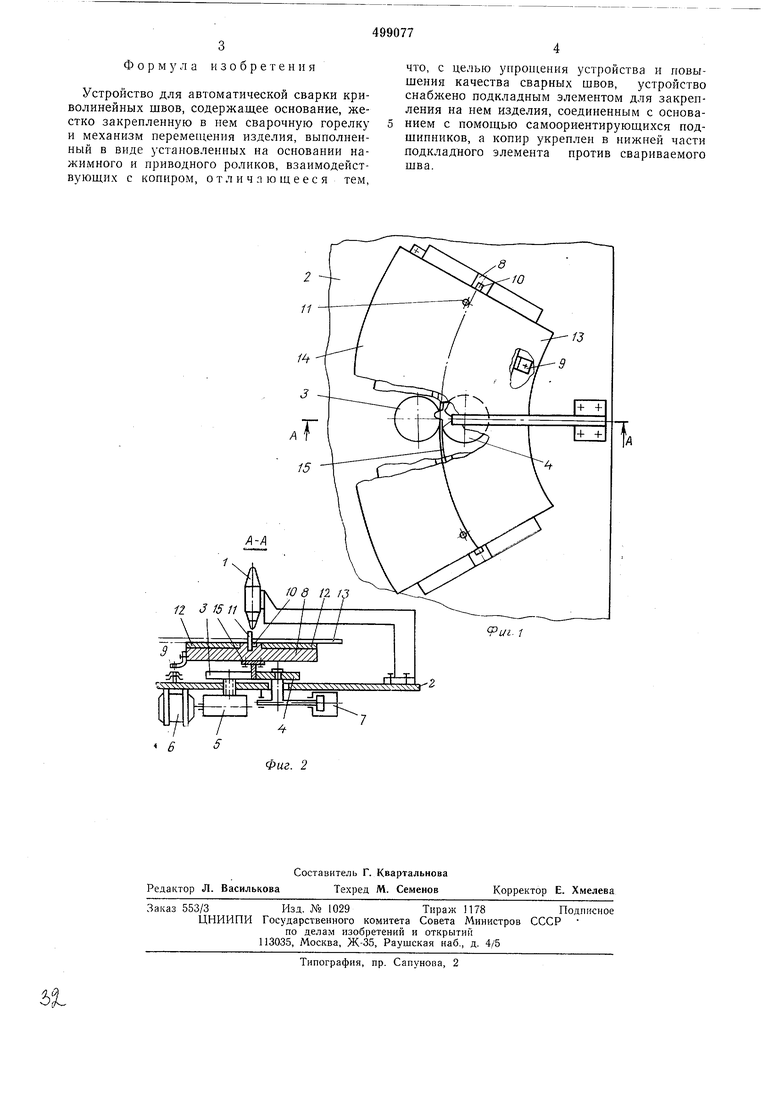
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - поперечный разрез по А-А на фиг. 1.
Сварочная горелка 1 закреплена на столе 2, на котором смонтированы ролики 3 и 4. Ролик 3 с фиксированной осью вращения через редуктор 5 соединен с приводным двигателем 6, а холостой ролик 4 с подвижной осью враш.ения с помош,ью нажимного механизма 7 прижимается к. ролику 3. Подкладной элемент 8 с помощью самоориентирующихся подшипников 9 установлен на столе 2. На верхней части подкладного элемента 8 выполнена канавка 10, пазы для фиксаторов 11 и смонтированы пластины 12 для закрепления на них свариваемых изделий 13 и 14 с помощью контактной сварки. На нижней части подкладного элемента 8 смонтирован гибкий копир 15, введенный между роликами 3 и 4.
Устройство работает следующим образом. Включается двигатель 6, и с помощью горелки 1 производится сварка деталей. При этом ролики, протягивая гибкий копир, заставляют
подкладной элемент передвигаться по столу, перемещая свариваемый шов под электродом горелки с постоянной скоростью, равной линейной скорости обода ролика 3, и сохраняя постоянным направление движения свариваемых деталей в зоне электрода,
Формула изобретения
Устройство для автоматической сварки криволинейных швов, содержащее основание, жестко закрепленную в нем сварочную горелку и механизм перемещения изделия, выполненный в виде установленных на основании нажимного н приводного роликов, взаимодействующих с копиром, отличающееся тем,
что, с целью упрон1ения устройства и повышения качества сварных швов, устройство снабжено подкладным элементом для закрепления на нем изделия, соединенным с основанием с помощью самоорнентирующихся подшипников, а копир укреплен в нижней части подкладного элемента против свариваемого шва.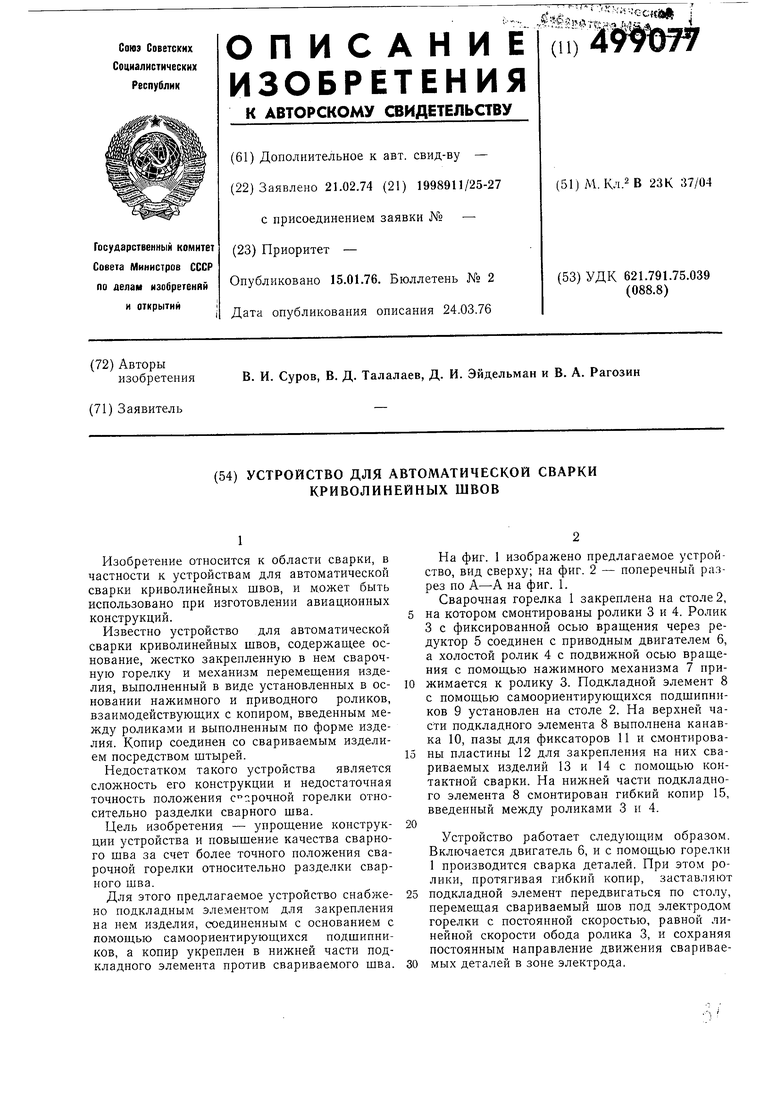
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных швов | 1974 |
|
SU499998A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Регулируемый копир | 1979 |
|
SU814632A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки замкнутых швов | 1979 |
|
SU925604A1 |
« Б S
