1
Изобретение относится к сварке кольцевых швов цилиндрических изделий и может быть использовано для удержания расплавленного металла сварочной вапны и формирования обратной стороны шва нри односторонней сварке, а также для центрирования сборки цилиндрических изделий.
Известно устройство для сборки и формирования обратной стороны шва при односторонней сварке цилиндрических изделий, содержащее подкладку, выполненную в виде цилиндра, состоящего из четного количества секторов, и взаимодействующего с ними поджимного устройства в виде клина с числом граней, равным числу секторов подкладки.
Однако с помощью указанного устройстйа можно создать сравнительно небольшое центрирующее усилие; не обеспечивающее в ряде случаев качественную сборку стыков труб.
В предлагаемом устройстве для увеличения центрирующих усилий грани клина поджимного устройства попарно скошены в противоположных направлениях под углом к оси Клина и имеют возможность взаимодействия с соответствующими секторами подкладки, выполненными клиновидными, причем половина граней клина разжимного устройства является рабочими, передающими радиальные усилия разжима соответствующим секторам подкладки, а другая половина - опорными. Причем значение тангенса угла наклона граней клина поджимного устройства к его оси больше значения тангенса угла наклона сектора подкладки к образующей цилиндрической поверхности в число раз, равное отношению числа секторов подкладки к числу п (я 3.14. .). Такое выполнение устройства позволяет при радиальном перемещении секторов подкладки осуществлять одновременно их продольное перемещение, сохраняя в любой момент времени их полное сонрял ение, обеспечивая тем самым непрерывность цилиндрической поверхности без использования дополнительных элементов и увеличения цептрирующего усилия по сравнению с известным в 2,3- 3 раза.
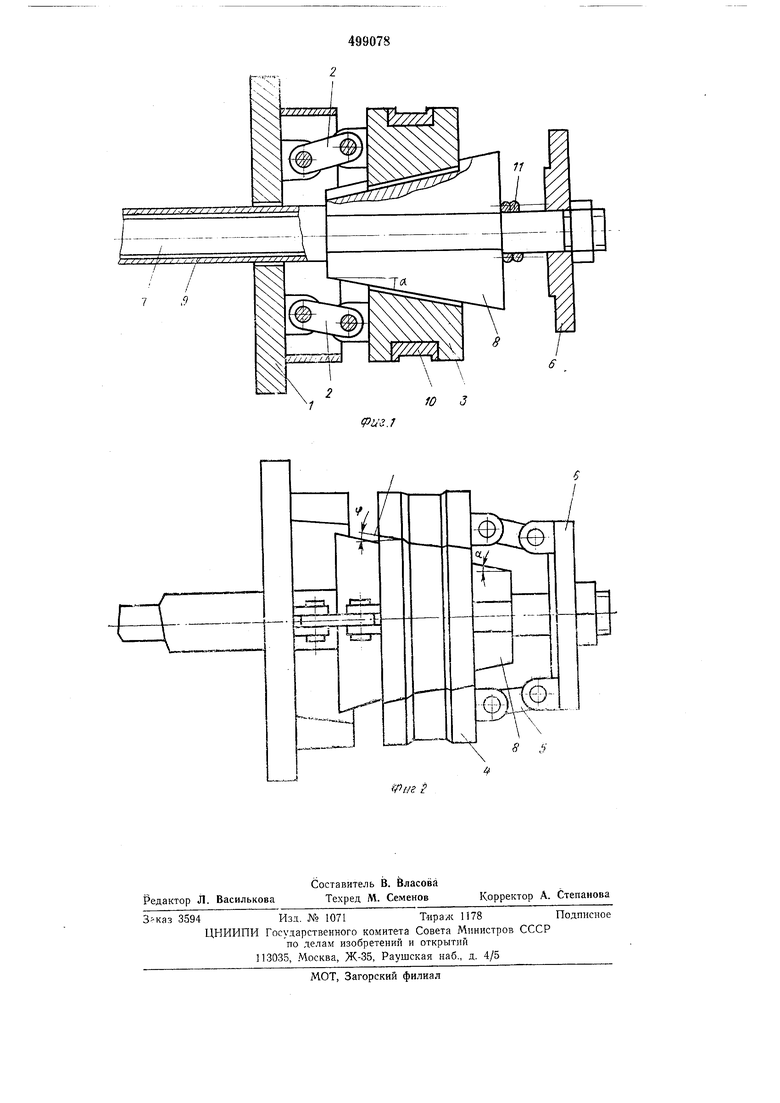
Па фиг. 1 схематически изображено предлагаемое устройство, общий вид, разрез; на фиг. 2 - то же, вид сверху.
Устройство для сборки и формирования обратной стороны шва включает в себя неподвижную планшайбу 1, закрепленную на тор це цилиндрического изделия (манжета, раструб, замок, муфта, патрубок) или внутри его
одним из известных способов и соединенную с помощью тяги 2 с первым, третьим, пятым и т. д. (на фиг. 1 - с первым и третьим) секторами 3 подкладки. Соседние второй, четвертый, шестой и т. д. (на фиг. 2 - второй и четвертый) секторы 4 соединены тягами 5 с подвижной планшайбой 6, закрепленной на конце штока 7.
Секторы 3 и 4 сопрягаются с рабочими гранями поджимного устройства - клина 8 одним из известных способов (например соединением «ласточкин хвост). Клин 8 соединен с полой штангой. 9. На каждом из секторов закреплены сменные элементы 10 из высокотеплопроводного или теплостойкого материала. Между клином 8 и подвижной планшайбой 6 установлена пружина И. Грани клина образуют с осью угол а, а плоскости разрезов подкладки с образуюш.ими цилиндра - угол ф (фиг. 2).
Для установки устройства в цилиндрическом изделии и закрепления неподвижной планшайбы 1 с помощью силового привода перемещается влево полая штанга 9 и соединенный с ней клин 8, который передает радиальные усилия на секторы 3 подкладки и перемещает их в радиальном направлении до упора с внутренней поверхностью цилиндрического изделия. Одновременно с перемещением влево полой штанги 9 осуществляется в этом же направлении перемещение щтока 7 с помощью того же или автономного силового привода. При движении щтока 7 влево продольные усилия передаются секторам 4, под действием которых они скользят по граням клина 8, одновременно перемещаясь в радиальном направлении до упора. После соприкосновения секторов 3 и .4 с внутренней поверхностью цилиндрического изделия производится дожатие расчетным усилием с целью правки концов и осуществления сборки и центровки стыка. При сварке осуществляется формирование корня шва с помощью элементов 10 с известными профилями канавок. Элементы 10 изготавливаются из высокотеплопроводного или теплостойкого материала. После сварки все операции повторяются в обратном направлении. ,
Расчеты показывают, что между углом а (фиг. 1) н углом- гр (фиг. 2) существует определенная взаимосвязь, которая выражается формулой:
tg9,
tga
где п - число секторов - клиньев подкладки, оно может быть любым, но обязательно четным,
я 3,14..
Если указанная взаимосвязь будет нарушена, то цель не будет достигнута.
Предмет изобретения
1.Устройство для сборки и формирования обратной стороны шва при односторонней сварке цилиндрических изделий, содержащее
подкладку, выполненную в виде цилиндра, состоящего из четного количества секторов, и взаимодействующего с ними поджимного устройства в виде клина с числом граней, равным числу секторов подкладки, отличающееся
тем, что, с целью увеличения центрирующих усилий, грани клина поджимного устройства попарно скошены в противоположных направлениях под углом к оси клина и имеют возможность взаимодействия с соответствующими секторами подкладки, выполненными клиновидными, причем половина граней клина разжимного устройства является рабочими, передающими радиальные усилия разжима соответствующим секторам подкладки, а другая половина граней - опорными.
2.Устройство по п. 1, отличающееся тем, что значение тангенса угла наклона граней клина поджимного устроргства к его оси больше значения тангенса угла наклона сектора
подкладки к образующей цилиндрической поверхности в число, равное отношению числа секторов подкладки к числу я(я 3,14. . .).
Ю 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| Устройство для сборки и сварки кольцевых швов | 1985 |
|
SU1321543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для сборки труб под сварку и формирования обратной стороны шва | 1982 |
|
SU1109297A1 |
| Стенд для сборки,сварки и рулонирования стальных сферических оболочек | 1976 |
|
SU647091A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |