Изобретение относится к сварке, а более конкретно к устройствам для сборки труб под сварку и формирования обратной стороны шва и может быть использовано во всех отраслях машиностроения при изготовлении сварных трубопроводов.
Известно устройство для сборки труб под сварку и формирования обратной стороны шва, содержащее четное число формирующих секторов, образующих сплошное подкладное кольцо и механизм перемещения (разжима) секторов. Половина формирующих секторов через один шарнирно связаны тягами с одним из подвижных штоков механизма разжима, а другая половина формирующих секторов - с другим 1.
Недостатком устройства является искривление стенок формирующей канавки, что ведет к снижению качества сварного шва (по причине стекания металла шва) и необходимости дополнительной подварки свариваемых стыков труб.
Наиболее близким к изобретению по технической сущности и достигаемо1му положительному эффекту является устройство для сборки труб под сварку и формирование обратной стороны шва, содержащее две планщайбы, установленные с возможностью поворота одна относительно другой, при этом на одной из планшайб с помощью осей, расположенных равномерно по окружности и параллельных оси планшайбы, шарнирно установлены рычаги с формирующими секторами, на которых выполнена канавка для формирования корня шва. Сектора связаны с второй планшайбой с помощью кулачкового механизма, представляющего собой пальцы, установленные на второй планщайбе и входящие в пазы на разжимных сектеpax 2.
Такая конструкция исключает смещение отдельных участков формирующей канавки, но из-за нежесткого закрепления формирующих секторов на рычагах .между секторами могут образовываться зазоры, что, в свою очередь, может привести к образованию дефектов сварных швов.
Целью изобретения является повышение качества сварного шва путем уменьшения зазоров между формирующими секторами.
Указанная цель достигается тем, что устройство для сборки труб под сварку и формирования обратной стороны шва, содержащее две планщайбы, установленные с возможностью поворота одна относительно другой, на одной из которых посредством шарниров, расположенных равномерно по окружности и оси которых параллельны оси планшайбы, установлены рычаги с формирующими секторами, связанные со второй планшайбой посредством кулачкового механизма в виде пальцев, закрепленных на формирующих секторах с возможностью взаимодействия с пазами планщайбы, рычаги соединены с формирующими секторами неподвижно, один из концов каждого сектора заострен, при этом заостренные концы всех секторов расположены по одну сторону относительно продольных осей рычагов, а щарнир каждого рычага смещен от центра дуги сектора по радиусу, проходящему через заостренный конец сектора.
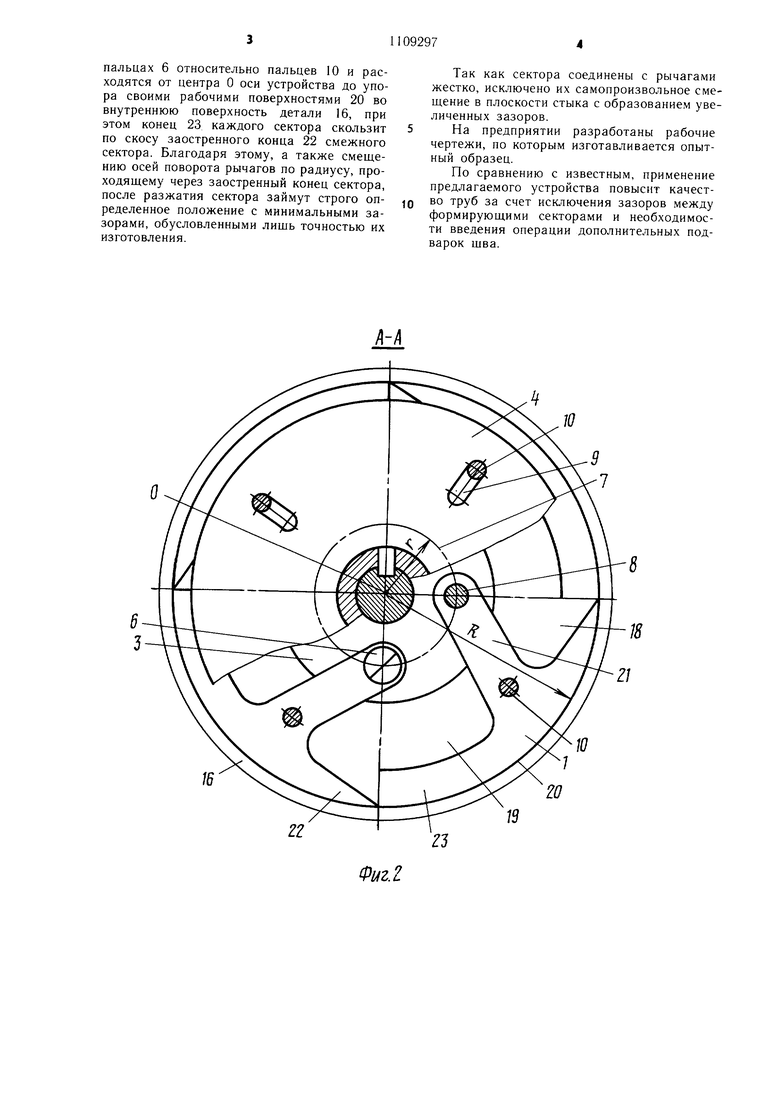
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; секторы находятся в рабочем положении; на фиг. 3 - устройство, вид сбоку; на фиг. 4 - разрез Б-Б на фиг. 3, секторы находятся в исходном, отведенном положении.
Устройство для сборки труб под сварку
и формирования обратной стороны шва содержит формирующие секторы 1 с кольцевыми канавками 2, шарнирно соединенные с планшайбами 3 и 4, и механизм 5 перемещения секторов. Один из концов каждого сектора выполнен заостренным. Все секторы 1 установлены на одной планшайбе 3 с помощью пальцев 6, оси которых параллельны оси устройства и расположены равномерно на окружности 7, проведенной из центра
О планшайбы, а посадочное гнездо 8 каждого сектора 1 смещено от центра дуги сектора (являющегося центром планшайбы) по радиусу R, ограничивающему сектор и проходящему через его заостренный конец. Секторы 1 соединены с второй планщайбой 4
посредством кулачкового механизма, имеющего пазы 9 (в данном варианте выполненные в неподвижной планшайбе 4) и пальцы 10, закрепленные в секторах I и входящие в пазы 9. Планщайба 3 смонтирована с возможностью поворота относительно оси планшайбы 4.
Механизм перемещения 5 секторов 1 выполнен в виде силового цилиндра, на штоке 11 которого посредством гильзы 12 установлена планшайба 4. На гильзе 12 установлен штифт 13, входяший в спиральную канавку 14, выполненную на штоке 11. Устройство имеет фланец 15 для центрирования детали 16. Планшайба 3 установлена на штоке 11 с помощью скользящей шпонки 17. Все секторы 1 по обе стороны пальцев 10
имеют выборки 18 и 19 под рабочими поверхностями 20 сектора 1. Выборки 18 и 19 образуют рычаг жестко соединенный с сектором 1. При этом выборка 18 служит для размещения в ней при работе концов 22 и 23 смежного сектора, а выборка 19 - для размещения в ней рычага 21.
Устройство для установки трубы под сварку и формирования обратной стороны шва работает следующим образом.
При перемещении штока 11 в осевом направлении штифт 13, скользя по спиральной канавке 14, поворачивает шток 11 и сидящую на нем планшайбу 3. Секторы 1 при повороте планшайбы 3 поворачиваются на
пальцах 6 относительно пальцев 10 и расходятся от центра О оси устройства до упора своими рабочими поверхностями 20 во внутреннюю поверхность детали 16, при этом конец 23 каждого сектора скользит по скосу заостренного конца 22 смежного сектора. Благодаря этому, а также смещению осей поворота рычагов по радиусу, проходящему через заостренный конец сектора, после разжатия сектора займут строго определенное положение с минимальными зазорами, обусловленными лищь точностью их изготовления.
Так как сектора соединены с рычагами жестко, исключено их самопроизвольное смещение в плоскости стыка с образованием увеличенных зазоров.
На предприятии разработаны рабочие чертежи, по которым изготавливается опытный образец.
По сравнению с известным, применение предлагаемого устройства повысит качество труб за счет исключения зазоров между формирующими секторами и необходимости введения операции дополнительных подварок щва.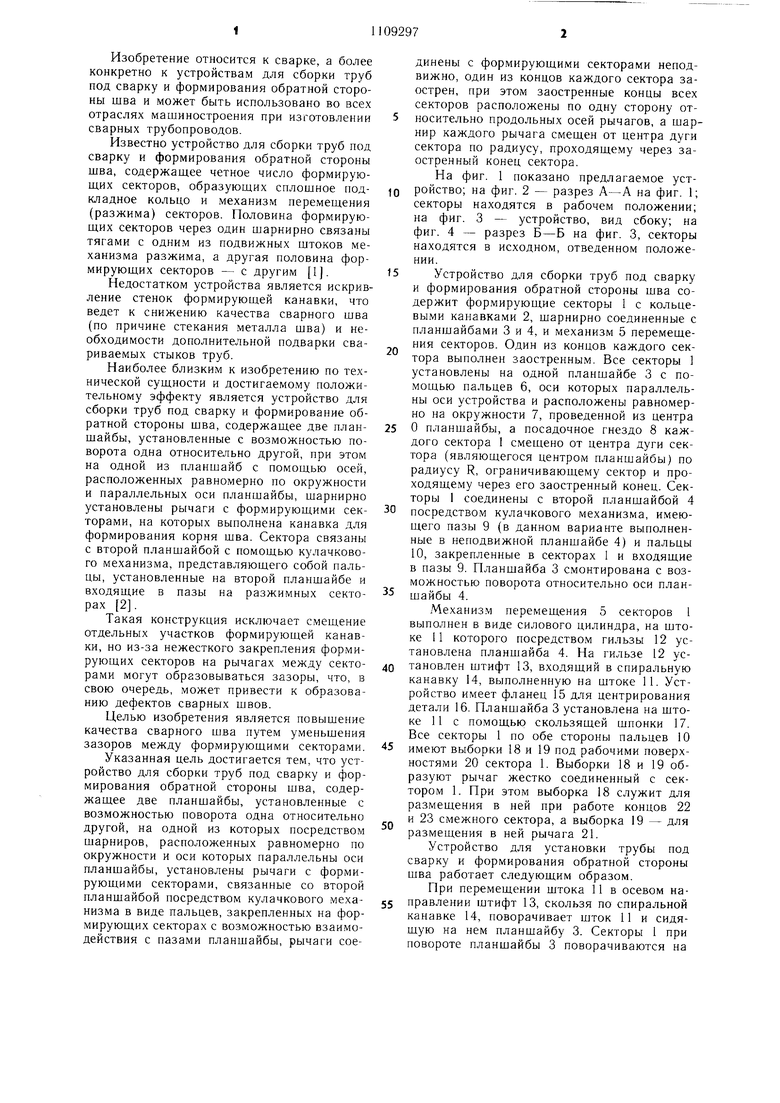
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Устройство для зачистки неповоротных стыков сварных труб | 1980 |
|
SU921718A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
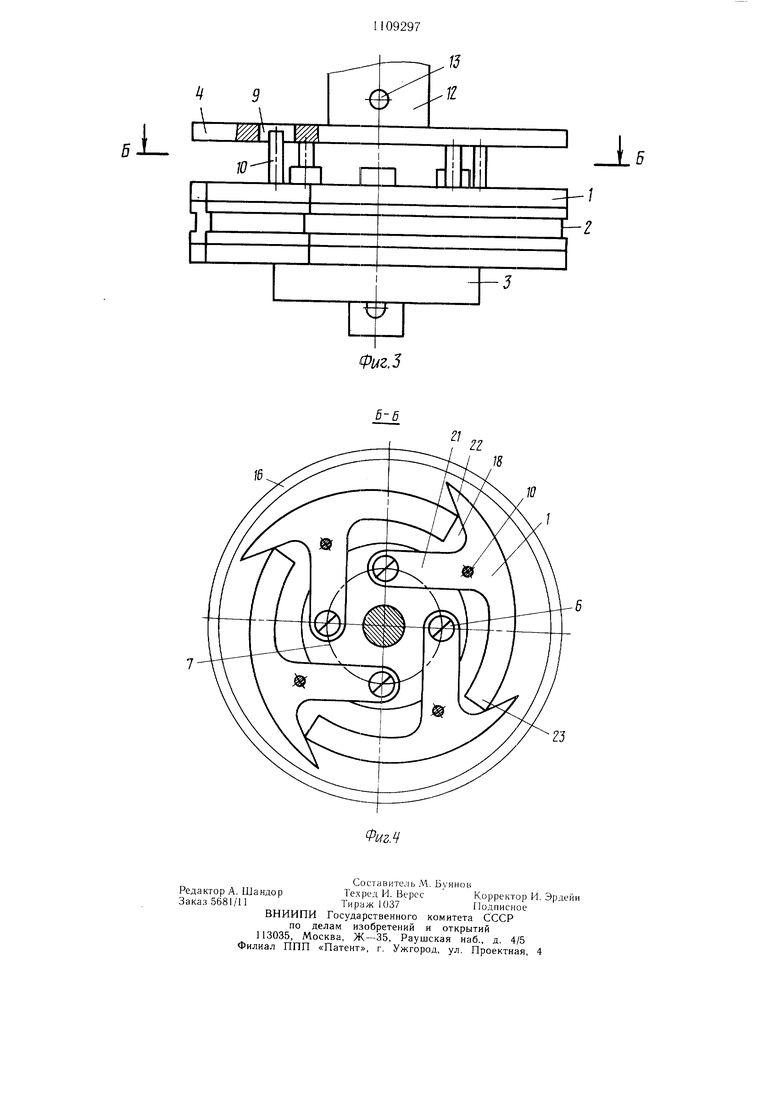
УСТРОЙСТВО ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ И ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ШВА, содержащее две планшайбы, установленные с возможностью поворота одна относительно другой, на одной из которых посредством шарниров, расположенных равномерно по окружности и оси которых параллельны оси планшайбы, установлены рычаги с фор.мируюш,ими секторами, связанные с второй планшайбой посредством кулачкового механизма в виде пальцев, закрепленных на формирующих секторах с возможностью взаимодействия с пазами планшайбы, отличающееся те.м, что, с целью повышения качества сварного шва путе.м уменьшения зазоров между формиРУЮШ.ИМИ секторами, рычаги соединены с формируюш.ими секторами неподвижно, один из концов каждого сектора заострен, при этом заостренные концы всех секторов расположены по одну сторону относительно продольных осей рычагов, а шарнир каждого рычага смешен от центра дуги сектора по радиусу, проходящему через заостренный конец сектора. 16 / /
Фиг.г
ю
ZJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 761215, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1975 |
|
SU579116A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
