координатам, соответствующим коордияатам отверстий в собираемых деталях, размещены два толкателя 12 с пружинами 13. К толкателям прикреплены две планки 14 с регулируемыми упорными винтами 15.
На корпусе над микропереключателем 16 расположена планка 17, шарнирно закрепленная на стойке 18. В паз -ползуна входит конец рычага, соединенного с центральным нневмоцилиндром, расположенным под столом.
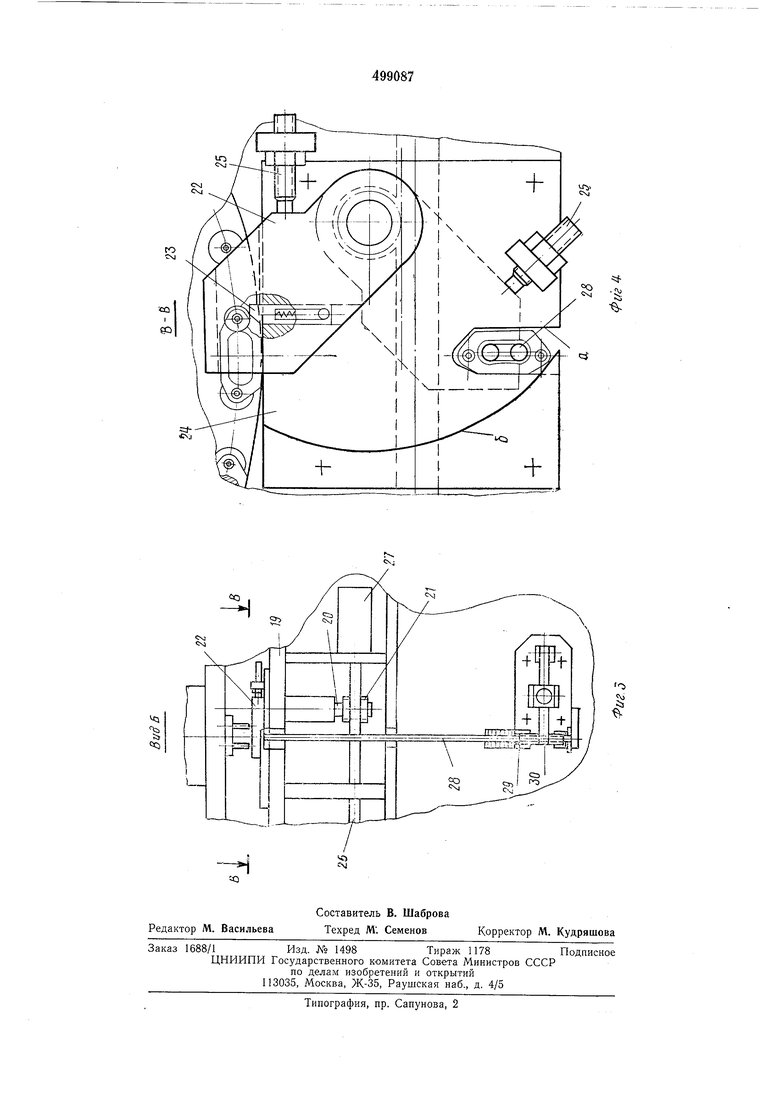
Устройство набора щек на кассету выполнено в виде корпуса 19, в котором размещен валик 20 с шестерней 21 на конце. На другом конце валика закреплен рычаг 22, имеющий паз для прохода щек и пальцев. На рычаге размещен подпружиненный зуб 23.
Рычаг 22 опирается на планку 24, имеющую вырез а по форме наружного контура собираемых щек и радиусный выступ б.
Для фиксации -крайних положений рычага предусмотрены упорные винты 25. Для привода рычага в соответствии с циклограммой на щто.ке 26 цилиндра 27 размещена рейка, сцепляющаяся с шестерней 21. Под вырезом в планке 24 установлена кассета 28, имеющая в сечении форму, близкую к форме внутреннего окна собираемых щек. Кассета устанавливается в паз кронштейна 29 и крепится рычажно-эксцентриковым зажимом 30.
Устройство работает следующим образом.
Цикл сборки щеки начинается с деления стола. Затем механизм устано-вки щек отсекает две штампованные щеки и надевает их на центрирующие пальцы. При подходе пальцев под механизм подачи втулок на них надеваются две свертные втулки, после чего пальцы с щеками и втулками подходят под механизм контроля. При опускании ползуна И толкатели 12 упираются во втулки, а упорные винты 15 в плавках 14 не доходят до шарнирной планки 17.
В случае отсутствия одной из втулок соответствующий толкатель через планку и упорный винт нажимает на планку 17 и, воздействуя на микропереключатель, подает команду на отключение устройства.
В следующей позиции механизм ориентации втулок поворачивает втулки на пальцах и ориентирует их таким образом, чтобы стыки были направлены внутрь щеки. 5 В позиции запрессовки пуансоны запрессовывают втулки в щеки, центрирующие пальцы утапливаются. Затем рычаг 22 поворачивается против часовой стрелки, а собранная щека перемещается по плоскости планки.
0 Когда щека окажется под вырезом а в планке 24, она падает, надеваясь внутренним окном на кассету, после чего рычаг возвращается в исходное положение.
При наполнении кассеты устройство останавливается, и после замены кассеты цикл повторяется.
Формула изобретения
1. Устройство для сборки щек многоряд0 ных пластинчатых цепей, содержащее смонтированные на основании и кинематически связанные между собой многопозиционный поворотный стол и размещенные последовательно по его периметру механизмы подачи,
5 ориентации и запрессовки втулок в щеки, а также механизм контроля наличия втулок, отличающееся тем, что, с целью повышения производительности и улучшения качества цепей, механизм запрессовки снабжен
0 приспособлением для ориентированного набора щек, выполненным в виде встроенного в корпус механизма запрессовки валика, несущего установленный на одном его конце поворотный рычаг, имеющий паз для прохода
5 щек, а также контактирующей с рычагом опорной планки с выполненным на ней по контуру щеки вырезом, под которым размещена установленная на основании нриемная кассета.
0 2. Устройство по п. 1, отличающееся тем, что механизм контроля наличия втулок выполнен в виде смонтированного на основании микропереключателя, связанного посредством промежуточного рычажного звена с
5 размещенным на предусмотренных в основании направляющих ползуном, несущим два подпружиненных толкателя.
ID
Ш -t
i rjir : eJ
fib
;э
«Ti
N
: i
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Станок для сборки картонных масляных фильтров | 1955 |
|
SU109946A1 |
| Устройство для запрессовки деталей типа втулок в отверстия проушин изделий | 1986 |
|
SU1318383A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для сборки гусеничных цепей | 1988 |
|
SU1602657A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Пишущая машинка | 1983 |
|
SU1164067A1 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |

00
