10
15
1602657
Изобретение.относится к механосборочному производству, а именно к устройствам для сборки прессовых соединений в изделиях типа гусеничных
цепей.
Цель изобретения - расширение технологических возможностей и повышение производительности.
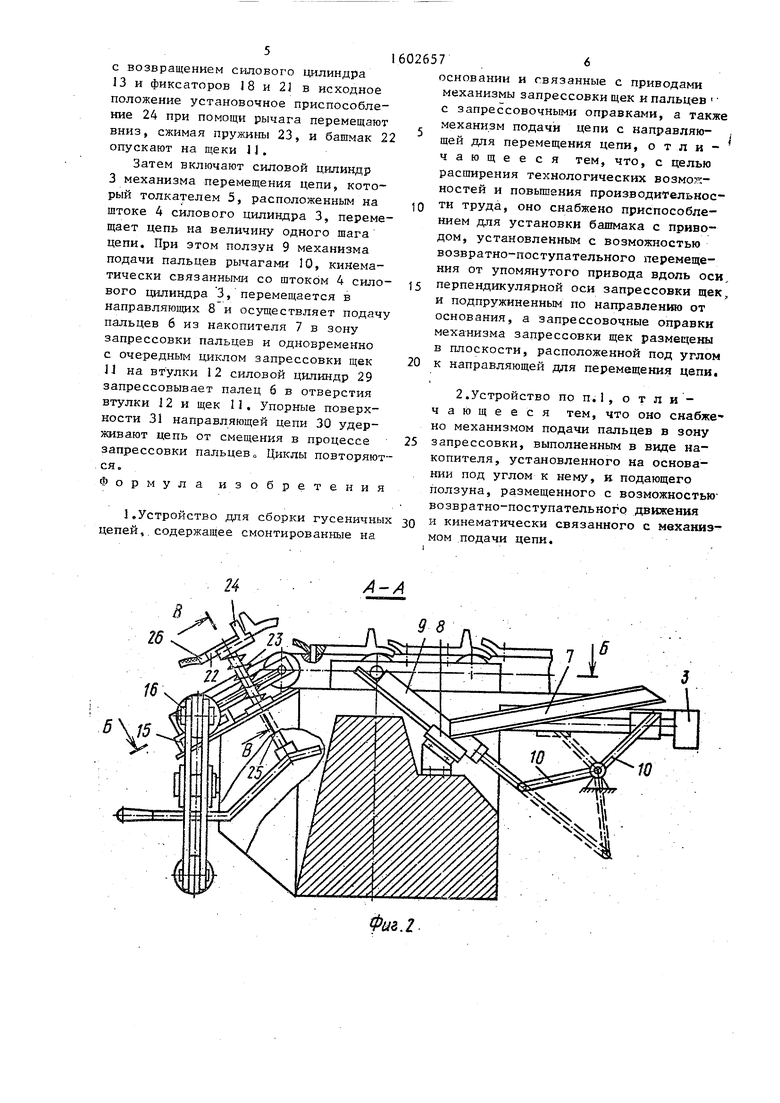
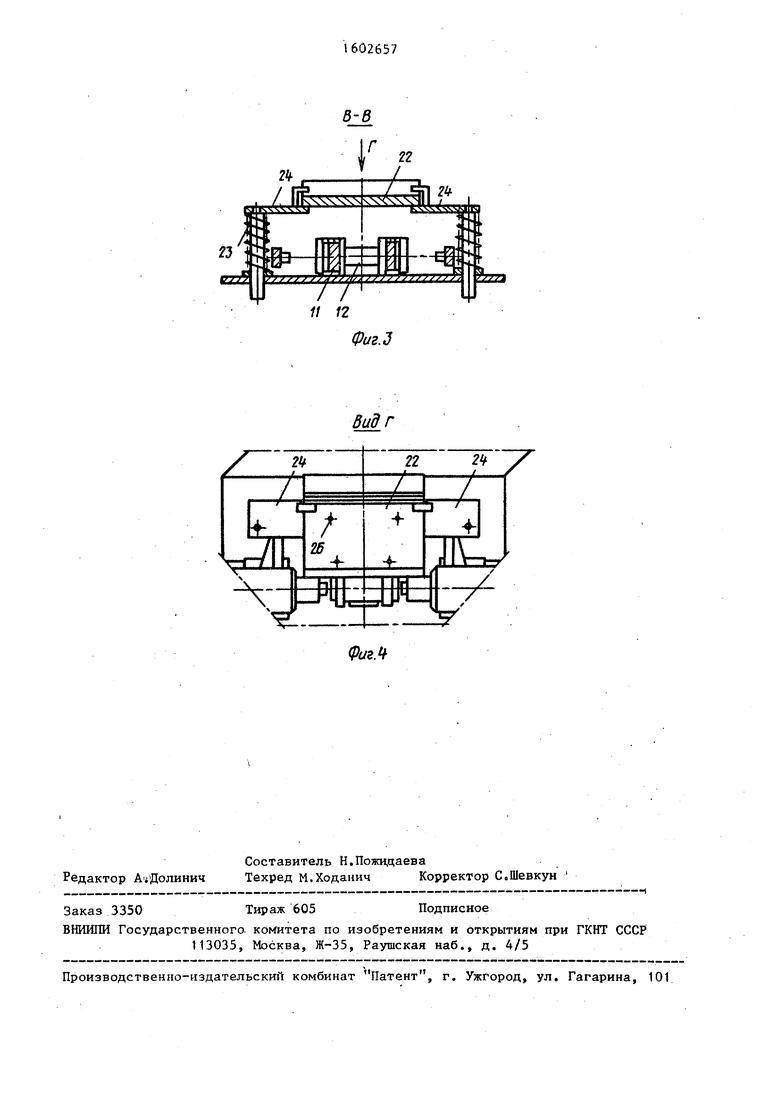
На фиг,Л представлено устройство, общий вид (сечение Б-Б фиг.2) на фиг.2 - сечение А-А на фиг.4; на фиг.З - сечение В-В на фиг.2; на фиг.4 - вид Г на фиг.З.
Устройство для сборки гусеничных цепей содержит смонтированные на основании 1 механизм подачи гусеничной цепи, механизм подачи пальцев в зону сварки и механизм запрессовки щек на втулке.
Механизм подачи гусеничных цепей состоит из рольганга 2 и силового цилиндра 3, на штоке 4 которого смонтирован толкатель 5.
В механизм подачи пальцев б в зону запрессовки входит накопитель 7, расположенный под углом к направле- Ш1ю продольной оси механизма подачи цепи. В нижней части накопителя 7 расположен в направляющих 8 с воз- можностыо.возвратно-поступательного движения ползун 9, который рычагами 10 кинематически связан со штоком 4 силового цилиндра 3.
Механизм запрессовки щек 1 на втулки 12 содержит силовой цклиндр 13, связанный рычагом 14 с расположенными в направляющих 15 корпусами 16, в которых размещены подпружинен20
25
30
35
установленные с возможностью возвр но-поступательного движения по оси перпендикулярной оси запрессовки щ 1. Приспособления 24 предназначен для ориентации башмаков 22 над зон запрессовки щек 11. в башмаках 22 щеках 11 имеются отверстия 26 и 27 для их взаимного соединения болтам (не показан). Между фиксаторами 18 тановлена подставка 28 для размеще ния втулок 12. На основании 1 смон рован сиповой цилиндр 29 для запре совки пальцев 6 во втуЛки 12 и щек 11. В зоне запрессовки пальцев б устройство снабжено направляющими ц пи 30 с упорными поверхностями 31,
Устройство работает следующим образом.
В накопитель 7 загружают партию пальцев 6. На фиксаторах 18 и 21 .размещают щеки И гусеничной цепи, на-.подставку 28 укладывают втулку 12, на установочное приспособление 24 устанавливают башмак 22. Затем включают силовой цилиндр 13, которь рычагами 14 перемещает по направляю щим 15 корпуса 16 с расположенными в них подпружиненными пруйсинами 17 фиксаторы 18. С корпусам 16 переме щаются кронштейны 20 с фиксаторами 2U Фиксаторы 18 и 21 перемещают к центру-щеки 11. В .процессе переме щения цилиндрические направляющие 1 фиксаторов 18 входят в отверстие втулки 12, а торцовые поверхности фиксаторов 18 упираются в торцовые поверхности втулки 12. При дальнейшем движении корпуса 16 фиксаторы
- -|.. f,i..n i uyiiyi ci JO фиксаторы
ные пружинами 17 фиксаторы 18, вьшол- 40 18 снимают пружины 17, щеки П схоW MT-TTsTO г iTY. .н v. .... .
ненные с цилиндрическими направляющи- ш 19, предназначенными для совмещения наружного диаметра втулки 12 с отверстиями щек Л в проце.ссе запрессовки. На корпусах 16 вдоль оси запрессовки щек J смонтированы кронштейны 20 с фиксаторами 21. Фиксато- ры 18 и 21 служат для ориентации щек 11 перед их запрессовкой на втулки J2, при этом ось запрессовки щек I1j проходящая по центрам фиксаторов 18 и 21, находится в плоскости, расположенной под углом к продольной оси механизма подачи цепи. Такое расдят с фиксаторов 18 и запрессовьша- ются на втулку 12. Величину запрессовки контролируют совмещением отверстий 27 щек 11 с отверстиями 26
45 башмака 22 или же болтами (не показаны) , вставленными в отверстия 26 башмака 22. После этого силовой цилиндр 13 и связанные с ним корпуса 16 возвращаются в исходное положе50 Втулку 12 с установленными на ней щеками II перемещают на шаг цепи и цикл повторяется. При этом новую пару щек цепн одними отверстиями запрессовывают на вновь установлен „ - -..4.yj.oiiijaciiui net аииаь установлен-
положение силовых цилиндров обеспечи- ную втулку J2, а вторыми отверстияВаеТ f-RnfinrrilOO Л-тгг, и--,т,, Й„™, 00ЭЗ l iil
вает свободное бпускание башмака 22 цепи на щеки .J1. Над зоной запрессовки щек 11 смонтированы подпружиненные пружинаш 23 приспособления 24,
ми - на свободные наружные поверхности предыдущей втулки 12, После окончания второго цикла запрессовки щек 11 на втулки 12 одновременно
10
15
20
5
0
5
установленные с возможностью возвратно-поступательного движения по оси 25, перпендикулярной оси запрессовки щек 1. Приспособления 24 предназначены для ориентации башмаков 22 над зоной запрессовки щек 11. в башмаках 22 и щеках 11 имеются отверстия 26 и 27 для их взаимного соединения болтами (не показан). Между фиксаторами 18 установлена подставка 28 для размещения втулок 12. На основании 1 смонтирован сиповой цилиндр 29 для запрес- совки пальцев 6 во втуЛки 12 и щеки 11. В зоне запрессовки пальцев б устройство снабжено направляющими цепи 30 с упорными поверхностями 31,
Устройство работает следующим образом.
В накопитель 7 загружают партию пальцев 6. На фиксаторах 18 и 21 .размещают щеки И гусеничной цепи, на-.подставку 28 укладывают втулку 12, на установочное приспособление 24 устанавливают башмак 22. Затем включают силовой цилиндр 13, которьй рычагами 14 перемещает по направляющим 15 корпуса 16 с расположенными в них подпружиненными пруйсинами 17 фиксаторы 18. С корпусам 16 перемещаются кронштейны 20 с фиксаторами 2U Фиксаторы 18 и 21 перемещают к центру-щеки 11. В .процессе перемещения цилиндрические направляющие 19 фиксаторов 18 входят в отверстие втулки 12, а торцовые поверхности фиксаторов 18 упираются в торцовые поверхности втулки 12. При дальнейшем движении корпуса 16 фиксаторы
-|.. f,i..n i uyiiyi ci JO фиксаторы
0 18 снимают пружины 17, щеки П схо18 снимают пружины 17, щеки П сходят с фиксаторов 18 и запрессовьша- ются на втулку 12. Величину запрессовки контролируют совмещением отверстий 27 щек 11 с отверстиями 26
башмака 22 или же болтами (не показаны) , вставленными в отверстия 26 башмака 22. После этого силовой цилиндр 13 и связанные с ним корпуса 16 возвращаются в исходное положе Втулку 12 с установленными на ней щеками II перемещают на шаг цепи, и цикл повторяется. При этом новую пару щек цепн одними отверстиями запрессовывают на вновь установлен- -..4.yj.oiiijaciiui net аииаь установлен-
ную втулку J2, а вторыми отверстияную втулку J2, а вторыми отверстия l iil
ми - на свободные наружные поверхности предыдущей втулки 12, После окончания второго цикла запрессовки щек 11 на втулки 12 одновременно
с возвращением силового цилиндра 13 и фиксаторов 18 и 2 в исходное положение установочное приспособление 24 при помощи рычага перемещают вниз, сжимая пружины 23, и башмак 2 опускают на щеки J.
Затем включают силовой цилиндр 3 механизма перемещения цепи, который толкателем 5, расположенным на штоке 4 силового цилиндра 3, перемещает цепь на величину одного шага цепи. При этом ползун 9 механизма подачи пальцев рычагами 10, кинематически связанными со штоком 4 силового цилиндра 3, перемещается в направляющих 8 и осуществляет подачу пальцев 6 из накопителя 7 в зону запрессовки пальцев и одновременно с очередным циклом запрессовки щек JJ на втулки 12 силовой цилиндр 29 запрессовывает палец б в отверстия втулки 12 и щек П. Упорные поверхности 31 направляющей цепи 30 удерживают цепь от смещения в процессе запрессовки пальцев Циклы повторяются Формул а
и 3 о б р е т
е н и я
.Устройство для сборки гусеничных цепей,, содержащее смонтировавшее на
15
026576
основании и связанные с приводами механизмы запрессовки щек и пальцев с запрессовочными оправками, а также 5 механизм подачи цепи с направляющей для перемещения цепи, о т л и - - чающееся тем, что, с целью расширения технологических возмо - ностей и повьш ения производительнос- 10 ти труда, оно снабжено приспособлением для установки башмака с приводом, установленным с возможностью возвратно-поступательного перемещения от упомянутого привода вдоль оси перпендикулярной оси запрессовки щек и подпружиненным по направлению от основания, а запрессовочные оправки механизма зацрессовки щек размещены в плоскости, расположенной под углом 0 к направляющей для перемещения цепи.
2.Устройство по п.1, о т л и - чающееся тем, что оно снабже но механизмом подачи пальцев в зону
5 запрессовки, выполненным в виде накопителя, установленного на основании под углом к нему, и подающего ползуна, размещенного с возможностью- возвратно-поступательного движения
0 и кинематически связанного с механизмом подачи цепи.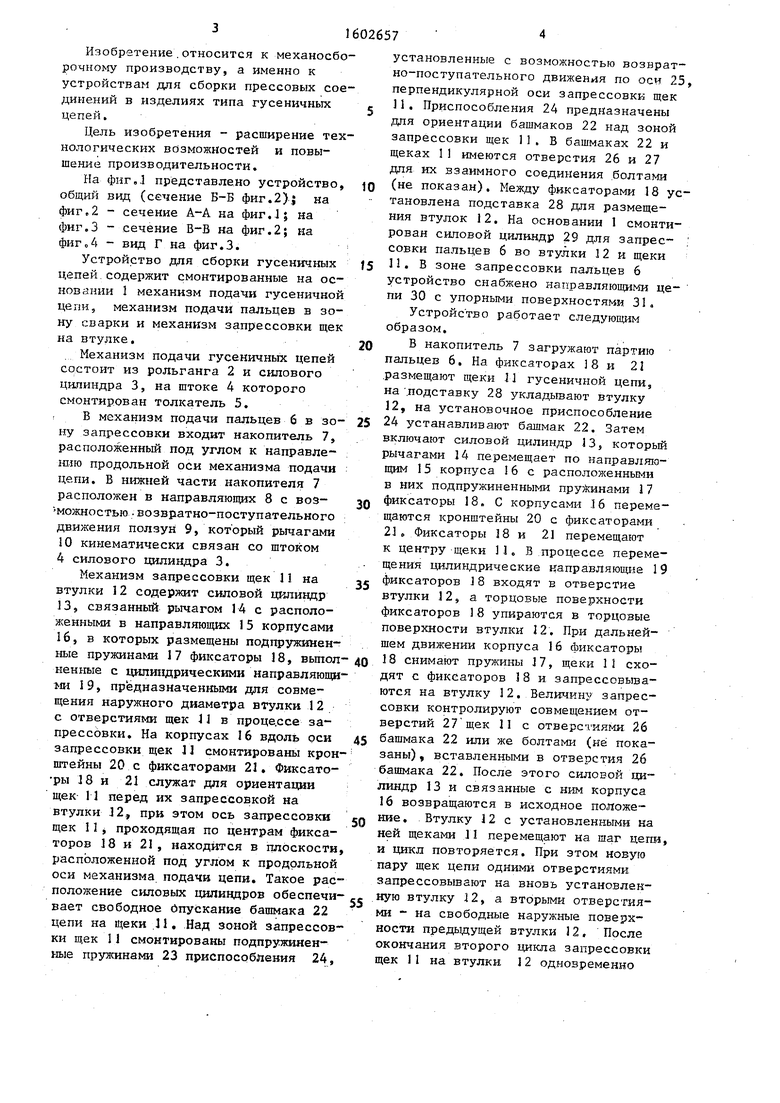
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и разборки гусеничной цепи | 1978 |
|
SU765091A1 |
| Стенд для сборки и разборки гусеничной цепи | 1977 |
|
SU653080A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для сборки запрессовкой деталей типа втулок | 1986 |
|
SU1344572A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
Изобретение относится к механосборочному производству, а именно к устройствам для сборки прессовых соединений в изделиях типа гусеничных цепей. Цель изобретения - расширение технологических возможностей и повышение производительности. Устройство содержит механизм запрессовки щек 11 на втулки 12, выполненный в виде двух связанных с силовым цилиндром 13 корпусов 16 с установочными фиксаторами 18 и 21. Механизм запрессовки щек 11 установлен в плоскости, расположенной под углом к плоскости подачи цепи. Это обеспечивает возможность установки башмаков на щеки 11 после сборки их со втулками 12. Башмаки установлены с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси сборки, и расположены над зоной сборки при помощи приспособления, связанного с приводом. Одновременно башмаки регулируют глубину запрессовки щек на втулки 12 путем совмещения выполненных на них отверстий. 1 з.п.ф-лы, 4 ил.
-А
Фаг.2
г
Г
гг
Фиг.З
Видг
| Пресс гидравлический для сборки и разборки гусеничных цепей | 1975 |
|
SU580988A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
