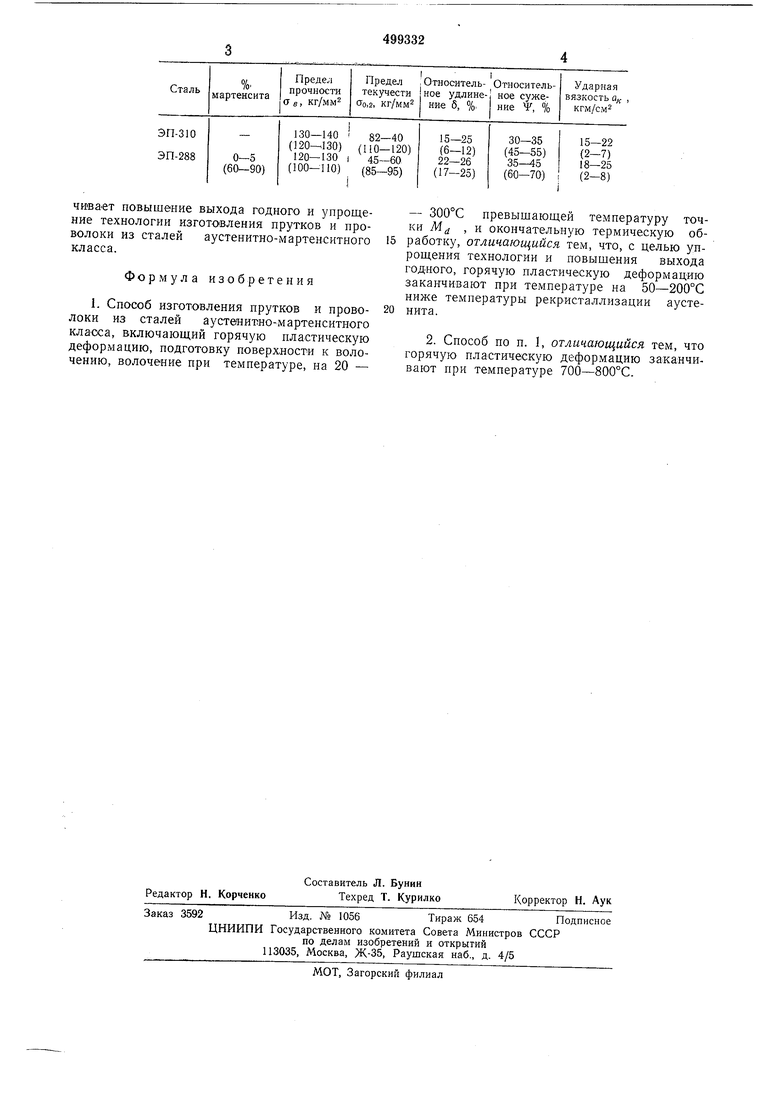
Изобретение относится к области изготовления прутков и проволоки из сталей аустенитно-мартенситного класса. Известен способ изготовления прутков и проволоки из указаиных сталей, включающий горячую пластическую деформацию, отжиг при 700 - 900°С с последующим охлаждением до температуры ниже точки М и отпуском мартеьгсита, подготовку поверхности к волочению, последующее теплое волочение при температуре, на 20 - превыщающей температуру точки М , и окончательную термическую обработку. Известен также способ, по которому па стадии после отпуска мартенсита примепяют холодное волочение. Известные способы не обеспечивают высоких значений выхода годного и связаны с технологическими трудностя-ми при волочении, поскольку волочению подвергают сталь с низкой пластичностью. Цель изобретения - упрощение технологии путем исключения операций промежуточной термической обработки и повышение выхода годного путем повышения пластичности сталей перед волочением. Это достигается тем, что горячую пластическую деформацию заканчивают при температуре на 50-200°С ниже температуры рекристаллизации аустенита, в частности для сталей ЭП-310, ЭП-288- при 700 - 800°С. Предлагаемый способ применительно, например, к изготовлению прутков и проволоки из сталей ЭП-310 и ЭП-288, включает регламентирова-нную горячую пластическую деформацию с окончанием при температуре 700 - - 800°С (позволяющую получать при дальнейшем охлаждении до комнатной темпераратуры стабилизированный путем наклепа аустенит, т. е. повышать пластичность и вязкость), подготовку поверхности к последующему волочению (травление или зачистку), тенлое волочение при температуре, на 20- - 300°С превышающей температуру точки М,, (например при 200-500 С) и стандартную смягчающую термическую обработку (отжиг и отпуск). Описываемый способ был проверен при обработке сталей 15Х15Н5АМЗ (ЭП-310) н Х16Н6 (ЭП-288). Свойства указанных сталей после регламентированной горячей деформации приведены в таблице (в скобках даны значения тех же свойств после обработки по известному режиму: горячая деформация; отжиг , 2 ч; охлаждение с выдержкой при 620°С, 6 ч; отлуск , 3 ч.). Благодаря исключению операций промежуточной термической обработки и облегчению волочения предлагаемый способ обеспечивает повышение выхода годного и упрощение технологии изготовления прутков и проволоки из сталей аустенитно-мартенситного класса.
Формула изобретения
1. Способ изготовления прутков и проволоки из сталей аустеиитно-мартенситного класса, включающий горячую пластическую деформацию, подготовку поверхности к волочению, волочение при температуре, на 20 -
- 300°С превышающей температуру точки М , и окончательную термическую обработку, отличающийся тем, что, с целью упрощения технологии и повышения выхода годного, горячую пластическую деформацию заканчивают при температуре на 50-200°С ниже температуры рекристаллизации аустенита.
2. Способ по п. I, отличающийся тем, что горячую пластическую деформацию заканчивают при температуре 700-800°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления проволоки из метастабильных аустенитных сталей | 1977 |
|
SU737484A1 |
| СПОСОБ ПРОИЗВОДСТВА ФОЛЬГИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ АУСТЕНИТНОГО КЛАССА | 1990 |
|
RU2015182C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ УПРОЧНЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2532600C1 |
| Способ получения упрочненных заготовок из немагнитной коррозионностойкой аустенитной стали | 2022 |
|
RU2782370C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ПРОВОЛОКА | 2016 |
|
RU2695847C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| СПОСОБ МНОГОКРАТНОЙ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2790707C1 |
| Способ изготовления крепежных резьбовых изделий из низкоуглеродистой стали | 1985 |
|
SU1301855A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
