Изобретение относится к области металлургии, а именно к деформационно-термической обработке аустенитных коррозионностойких сталей. Изобретение может быть применено для изготовления элементов строительных конструкций в авиационно–космической, химической и нефтеперерабатывающей промышленности.
Аустенитные коррозионностойкие стали характеризуются низкой прочностью (предел текучести 200 - 250 МПа) после стандартной термической обработки на твердый раствор (K.H. Lo, C.H. Shek, J.K.L. Lai, Materials Science and Engineering R 65 – 2009 – p. 39–104).
Эффективным способом повышения прочности металлических материалов является интенсивная пластическая деформация, которая обеспечивает структурное и дислокационное упрочнение (R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov, Prog. Mater. Sci. 45 – 2000 – p. 103–189). Известен способ обработки аустенитной стали (патент RU №2610196, опубл. 08.02.2017), который включает ступенчатую интенсивную пластическую деформацию с понижением температуры проведения каждой последующей ступени, при этом ступенчатую пластическую деформацию проводят с понижением температуры в интервале 450-20°C с суммарной истинной степенью деформации 6-8 до получения полностью аустенитной нанокристаллической структуры.
Также известен способ обработки аустенитной стали (патент RU №2640702, опубл. 11.01.2018), по которому проводят интенсивную пластическую деформацию кручением под высоким гидростатическим давлением в два этапа. По первому варианту проводят теплую интенсивную пластическую деформацию с постепенным понижением температуры от 450°С до 300°С с истинной степенью деформации от 4,5 до 7,5, а затем холодную пластическую деформацию при температуре до 20°С с истинной степенью деформации 2,25. По второму варианту проводят холодную интенсивную пластическую деформацию кручением при температуре до 20°С с истинной степенью деформации не менее 3,5, а затем теплую пластическую деформацию при 450°С с истинной степенью деформации более 3,5. Недостатком данных способов обработки является то, что для проведения интенсивной пластической деформации необходима специальная оснастка, кроме того, относительное удлинение (д) образцов после такой обработки составляет не более 10%.
Использование специальной оснастки существенно ограничивает размер обрабатываемых заготовок, поэтому альтернативой интенсивной пластической деформации являются стандартные способы обработки металлов давлением, такие как прокатка или ковка до больших степеней деформаций при температуре 20°С и ниже. Известен способ деформационной обработки аустенитной стали заданного химического состава (патент RU №2394922, опубл. 20.07.2010). В этом способе аустенитную коррозионностойкую сталь после закалки подвергали прокатке при температуре жидкого азота в несколько стадий с суммарной степенью деформации 50-90%, а затем проводили низкотемпературный отпуск после каждой стадии прокатки при температуре 220-270°С и высокотемпературный отпуск при температуре 480-530°С на заключительной стадии обработки заготовок. Недостаток данного способа обработки связан с дополнительными экономическими затратами на покупку жидкого азота, а также данный способ не обеспечивает полностью аустенитную структуру (объемная доля аустенита до 70%), поскольку в процессе холодной деформации в данных сталях протекает мартенситное превращение (Гольдштейн М.И., Грачев С.В., Векслер Ю.Г. Специальные стали. Учебник для вузов – М.: Металлургия, 1985).
Для исключения протекания мартенситного превращения и сохранения полностью аустенитной структуры деформацию данного класса сталей часто проводят в аустенитной области. Известен способ обработки (патент RU №2525006, опубл. 10.08.2014), в котором аустенитную коррозионностойкую сталь подвергают прокатке в интервале температур Т = 400-700°С до истинной деформации от 0.5 до 1 с последующим отжигом в интервале температур Т = 400-600°С, затем проводят дополнительную прокатку в интервале температур Т = 400-500°С до истинной деформации более 2 с охлаждением на воздухе. Данный способ обработки позволяет повысить прочность с сохранением аустенитной структуры, однако использование относительно высоких степеней деформации приводит к снижению пластичности, так относительное удлинение составило менее 10%.
Наиболее близким к предлагаемому изобретению является способ деформационно-термической обработки аустенитной коррозионностойкой стали 02Х17Н14М3, который проводят в несколько этапов (патент RU 2641429, опубл. 17.01.2018). Перед деформацией заготовку подвергают аустенизации при температуре 1100°С с временем выдержки 1 час. На первом этапе деформацию осуществляют путем низкотемпературной прокатки за несколько проходов до достижения истинной деформации e = 0.1 – 0.4. Между проходами заготовка выдерживается при температуре жидкого азота. На втором этапе деформацию проводят теплой прокаткой в интервале температур T = 20 – 700°С с количеством проходов, обеспечивающих достижение истинной деформации e ≤ 0.6, и последующим охлаждением в воде. На третьем этапе после прокатки осуществляются отжиги в интервале температур T = 600 –800°С с временем выдержки от 200 секунд до 1 часа и последующим охлаждением на воздухе. Данный способ позволяет повысить предел текучести более 850 МПа, однако относительное удлинение составило не более 16%. Кроме того после обработки данным способом в структуре содержится мартенсит, доля которого 0.5-3.7%, т.е. не обеспечивается полностью аустенитная структура.
Задачей предполагаемого изобретения является расширение арсенала способов получения полуфабрикатов из аустенитных коррозионностойких сталей с ультрамелкозернистой аустенитной структурой.
Техническим результатом изобретения является получение полуфабрикатов из аустенитной коррозионностойкой стали, которые одновременно демонстрируют высокую прочность - предел текучести не ниже 900 МПа в сочетании с повышенной пластичностью - относительное удлинение более 20%.
Для достижения технического результата проводят деформационно-термическую обработку аустенитной коррозионностойкой стали типа 03Х17Н12М2, включающую неоднократное чередование деформационной обработки и термической обработки стали:
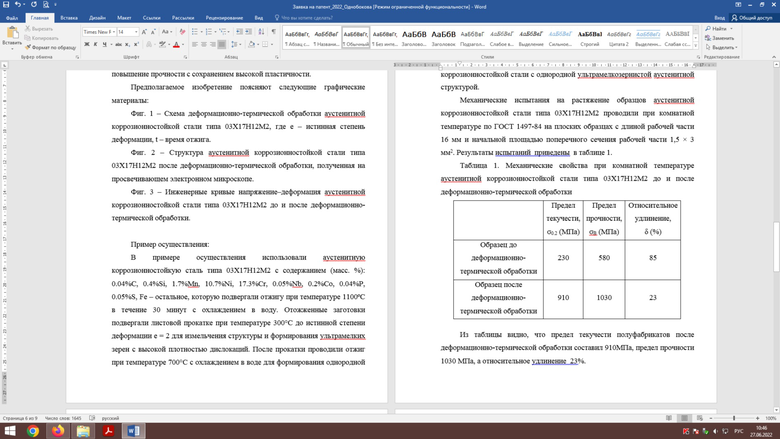
первый этап – высокотемпературный отжиг при температуре 1100°С в течение 30 минут с охлаждением в воде; второй этап – теплая листовая прокатка при температуре 300°С до истинной степени деформации e = 2 с последующим охлаждением в воде; третий этап – отжиг при температуре 700°С в течение 2 часов с последующим охлаждением в воде; четвертый этап – теплая листовая прокатка при температуре 300°С до истинной степени деформации e = 1; пятый этап – отжиг при температуре 700°С в течение 2 часов с последующим охлаждением в воде.
Высокотемпературный отжиг при температуре 1100ºС в течение 30 минут с последующим охлаждением в воде позволяет зафиксировать однофазный γ – твердый раствор с гомогенным распределением легирующих элементов. Деформация методом листовой прокатки при температуре 300°С до истинных степеней деформации e = 2 - 1 приводит к формированию ультрамелких зерен с высокой плотностью дислокаций, что обеспечивает структурное и дислокационное упрочнение. Последеформационный отжиг при температуре 700°С позволяет сформировать однородную ультрамелкозернистую аустенитную структуру без мартенситных зерен с сохранением высокой плотности дислокаций в процессе непрерывной рекристаллизации. Такая структура одновременно обеспечивает сочетание высокой прочности и пластичности.
Новизна и изобретательский уровень заявленного технического решения заключается в многократном чередовании деформационной обработки и термической обработки стали, что неожиданно позволило получить в аустенитной коррозионностойкой стали однородную аустенитную ультрамелкозернистую структуру, которая обеспечивает повышение прочности с сохранением высокой пластичности.
Предполагаемое изобретение поясняют следующие графические материалы:
Фиг. 1 – Схема деформационно-термической обработки аустенитной коррозионностойкой стали типа 03Х17Н12М2, где е – истинная степень деформации, t – время отжига.
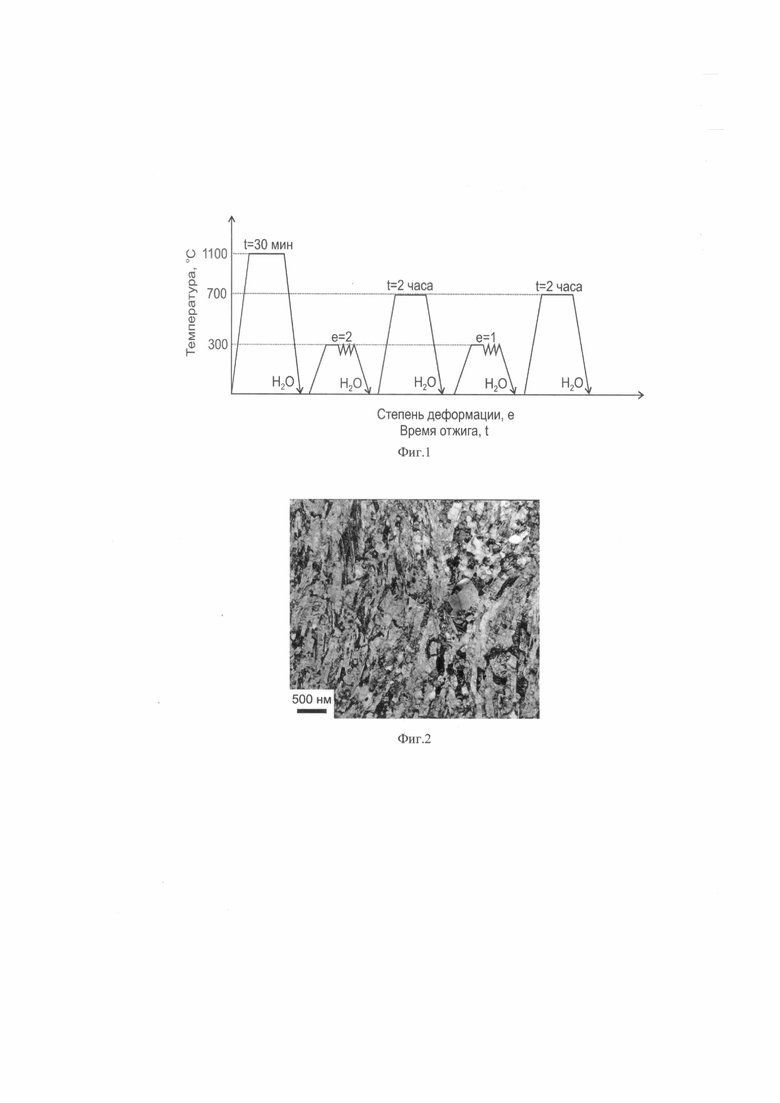
Фиг. 2 – Структура аустенитной коррозионностойкой стали типа 03Х17Н12М2 после деформационно-термической обработки, полученная на просвечивающем электронном микроскопе.
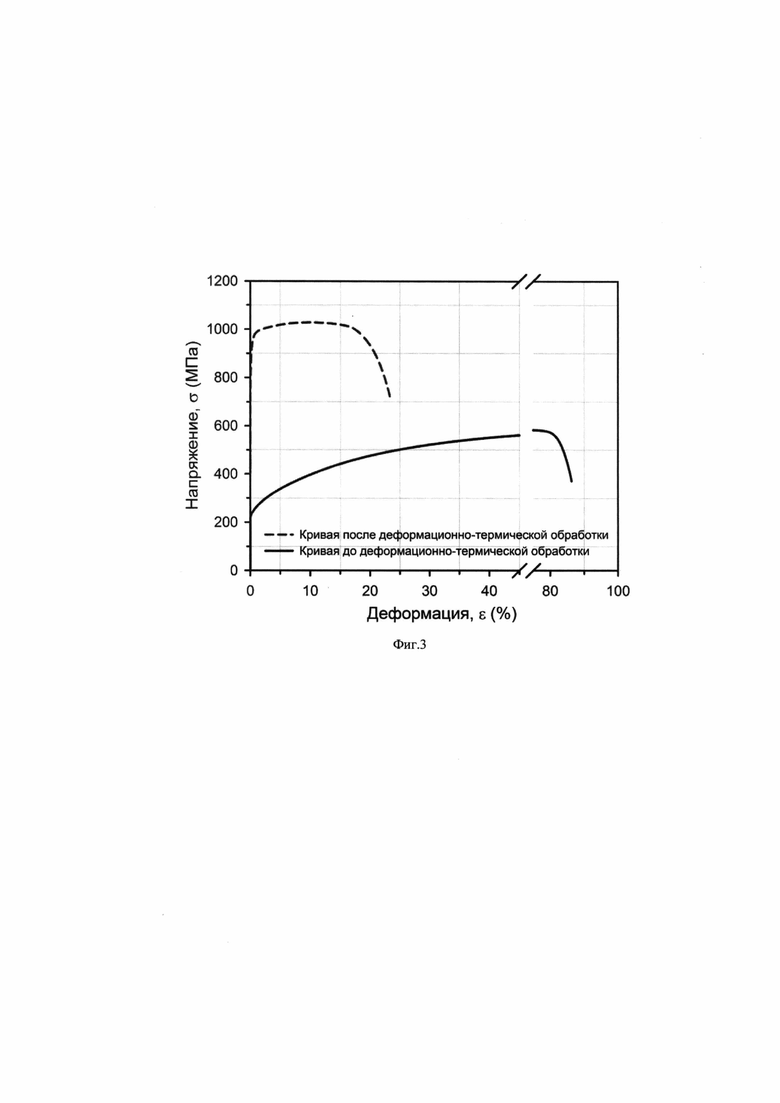
Фиг. 3 – Инженерные кривые напряжение–деформация аустенитной коррозионностойкой стали типа 03Х17Н12М2 до и после деформационно-термической обработки.
Пример осуществления
В примере осуществления использовали аустенитную коррозионностойкую сталь типа 03Х17Н12М2 с содержанием (мас.%): 0.04% С, 0.4% Si, 1.7% Mn, 10.7% Ni, 17.3% Cr, 0.05% Nb, 0.2% Co, 0.04% P, 0.05% S, Fe – остальное, которую подвергали отжигу при температуре 1100ºС в течение 30 минут с охлаждением в воду. Отожженные заготовки подвергали листовой прокатке при температуре 300°С до истинной степени деформации e = 2 для измельчения структуры и формирования ультрамелких зерен с высокой плотностью дислокаций. После прокатки проводили отжиг при температуре 700°С с охлаждением в воде для формирования однородной аустенитной структуры без мартенситных зерен. После отжига проводили прокатку при температуре 300°С до истинной степени деформации e = 1 с быстрым охлаждением в воде для дополнительной фрагментации структуры. На последнем этапе проводили дополнительный отжиг при температуре 700°С для развития непрерывной рекристаллизации, которая обеспечивает сохранение ультрамелкозернистой структуры с высокой плотностью дислокаций. В результате были получены полуфабрикаты коррозионностойкой стали с однородной ультрамелкозернистой аустенитной структурой.
Механические испытания на растяжение образцов аустенитной коррозионностойкой стали типа 03Х17Н12М2 проводили при комнатной температуре по ГОСТ 1497-84 на плоских образцах с длиной рабочей части 16 мм и начальной площадью поперечного сечения рабочей части 1,5 × 3 мм2. Результаты испытаний приведены в таблице 1.
Таблица 1. Механические свойства при комнатной температуре аустенитной коррозионностойкой стали типа 03Х17Н12М2 до и после деформационно-термической обработки
Из таблицы видно, что предел текучести полуфабрикатов после деформационно-термической обработки составил 910МПа, предел прочности 1030 МПа, а относительное удлинение 23%.
Данный пример осуществления способа получения полуфабрикатов с ультрамелкозернистой структурой может быть применен для аустенитных коррозионностойких сталей с отношением Cr/Ni ≈ 18/10, которые имеют значение энергии дефекта упаковки близкое к значению энергии дефекта упаковки в стали 03Х17Н12М2, используемой в примере осуществления. Энергия дефекта упаковки влияет на механизмы формирования структуры и может быть рассчитана с помощью эмпирического уравнения, в котором используется химический состав аустенитных сталей (R.E. Schramn, R.P. Reed, Metallurgical Transactions A 6 – 1975 – p. 1345 – 1351).
Реализация предлагаемого способа в промышленном производстве позволит получать полуфабрикат из аустенитных коррозионностойких сталей с ультрамелкозернистой структурой, которая обеспечивает сочетание высокой прочности и пластичности. Данный полуфабрикат может быть использован в качестве конструкционного материала в авиационно–космической, химической и нефтеперерабатывающей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2024 |
|
RU2837406C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ получения упрочненных заготовок из немагнитной коррозионностойкой аустенитной стали | 2022 |
|
RU2782370C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2012 |
|
RU2482197C1 |
| Способ получения упрочненных цилиндрических заготовок из нержавеющей стали аустенитного класса | 2022 |
|
RU2787279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЛИСТОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ФЕРРИТОАУСТЕНИТНЫХ СТАЛЕЙ | 1995 |
|
RU2077597C1 |
Изобретение относится к металлургии, а именно к получению листовой заготовки из аустенитной коррозионностойкой стали 03Х17Н12М2 и может быть для изготовления элементов строительных конструкций в авиационно-космической, химической и нефтеперерабатывающей промышленности. Способ получения листовой заготовки из аустенитной коррозионностойкой стали 03Х17Н12М2 включает деформационно-термическую обработку заготовки из аустенитной коррозионностойкой стали путем прокатки и термической обработки. Обработку заготовки из аустенитной коррозионностойкой стали 03Х17Н12М2 проводят в пять этапов, при этом на первом этапе заготовку подвергают отжигу при температуре 1100°С в течение 30 минут с последующим охлаждением в воде, на втором этапе проводят прокатку заготовки при температуре 300°С до истинной степени деформации e = 2 с последующим охлаждением в воде листовой заготовки, на третьем этапе листовую заготовку отжигают при температуре 700°С в течение 2 часов с последующим охлаждением в воде, на четвертом этапе проводят прокатку при температуре 300°С до истинной степени деформации e = 1 с последующим охлаждением в воде, а на пятом этапе проводят заключительный отжиг листовой заготовки при температуре 700°С в течение 2 часов с последующим охлаждением в воде. Обеспечивается получение листовой заготовки из стали 03Х17Н12М2 с одновременно высокой прочностью и пластичностью. 3 ил., 1 табл., 1 пр.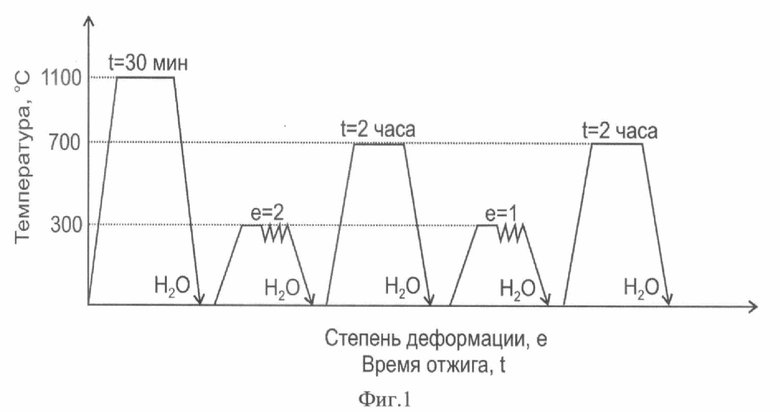
Способ получения листовой заготовки из аустенитной коррозионностойкой стали 03Х17Н12М2, включающий деформационно-термическую обработку заготовки из аустенитной коррозионностойкой стали путем прокатки и термической обработки, отличающийся тем, что обработку заготовки из аустенитной коррозионностойкой стали 03Х17Н12М2 проводят в пять этапов, при этом на первом этапе заготовку подвергают отжигу при температуре 1100°С в течение 30 минут с последующим охлаждением в воде, на втором этапе проводят прокатку заготовки при температуре 300°С до истинной степени деформации e = 2 с последующим охлаждением в воде листовой заготовки, на третьем этапе листовую заготовку отжигают при температуре 700°С в течение 2 часов с последующим охлаждением в воде, на четвертом этапе проводят прокатку при температуре 300°С до истинной степени деформации e = 1 с последующим охлаждением в воде, а на пятом этапе проводят заключительный отжиг листовой заготовки при температуре 700°С в течение 2 часов с последующим охлаждением в воде.
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ СТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2641429C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2631067C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| US 20200087752 A1, 19.03.2020 | |||
| US 9809874 B2, 07.11.2017. | |||

