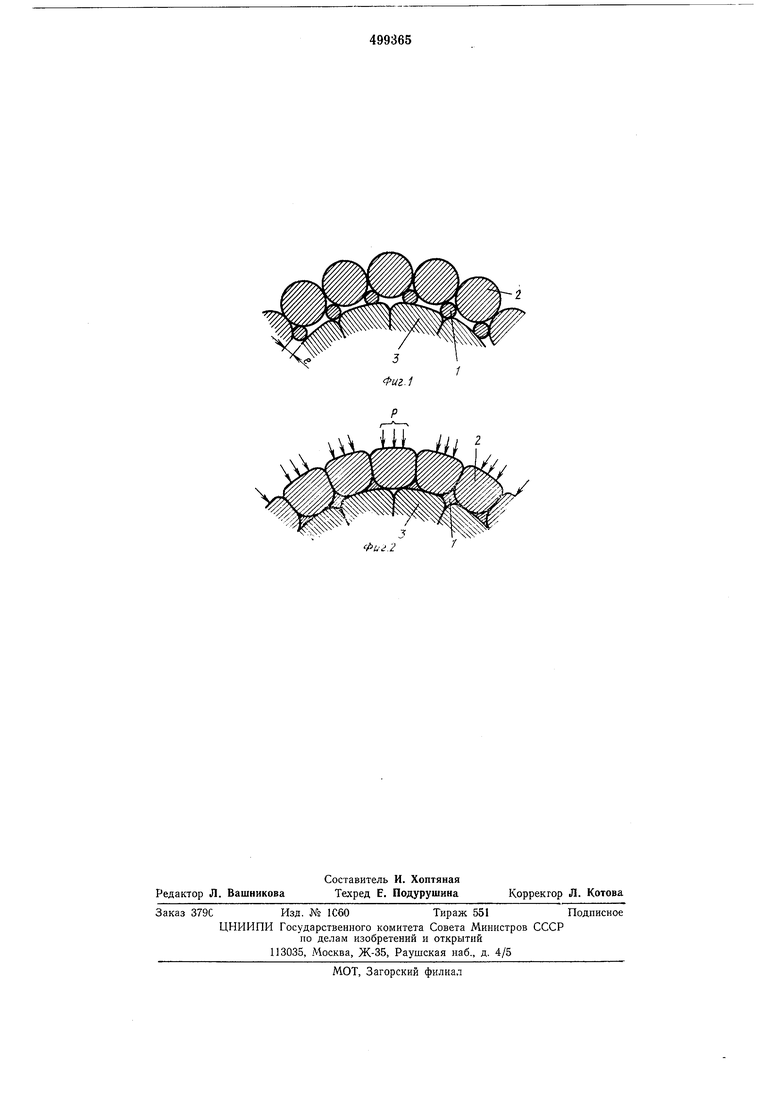
При этом вспомогательные проволоки навиваются на сердечник 3 вместе (в один прием) с проволоками наружного слоя и располагаются во впадинах между ними. Каждая проволока наружного слоя опирается на две вспомогательные проволоки по всей своей длипе (линейное касание). Благодаря этому достигается равномерный радиальный зазор е между проволоками наружного слоя и центральной частью и совершенно исключается западание одной или нескольких проволок наружного слоя. В обжимном инструменте все проволоки 2 наружного слоя находятся в одинаковых условиях нагружения поперечными давлениями - и поэтому деформируются одинаково. При ГТ.,,, этом вспомогательные проволоки 1 сильно деформируются и заполняют зазоры между основными проволоками изделия. При числе вспомогательных проволок 1, не равном числу проволок наружного слоя (при этом число вспомогательных проволок может быть меньше или больше числа проволок наружного слоя), вспомогательные проволоки 1 навивают на сердечник 3 перед навивкой наружного слоя, причем они должны иметь шаг или направление свивки, отличаю щийся от таковых у проволок наружного слоя. Радиальный зазор е между проволоками наружного слоя и сердечником равен диаметру вспомогательных проволок. В рабочем канале обжимного инструмента не все проволоки наружного слоя в одном поперечном сечении находятся в одинаковых условиях нагружения, так как некоторые нз них не опираются на вспомогательные проволоки. Все же количество и параметры свивки вспомогательных проволок 1 могут быть подобраны так, чтобы обеспечить симметричное обжатие проволок 2 наружного слоя. При обжатии наружного слоя вспомогательные проволоки 1 сильно деформируются, и их материал частично или полностью выдавливается в зазоры между основными проволоками изделия. В случае применения профилированных вспомогательных нроволок (всномогательных лент) их можно навивать на сердечник 3 как одновременно с проволоками наружного слоя, так и отдельно перед навивкой нарул пого слоя, причем в последнем случае они могут иметь щаг или нанравление свивки, отличающиеся от таковых у нроволок наружного слоя. Радиальный зазор е между проволоками наружного слоя и сердечником равен толщине ленты. В рабочем канале обжимного инструмента проволоки наружного слоя деформируются до заданных параметров. При этом проволоки 1 передавливаются, и их материал частично или полностью выдавливается в зазоры между основными проволоками изделия. Предлагаемый способ может быть осуществлен и без свивки вспомогательных проволок (или лент), т. е. они могут быть размещены между сердечником и обжимаемым слосм нараллельно оси изделия. Это позволяет упростить технологию, так как отпадает необходимость в операции навивки вспомогательных проволок (или лент), а они поступают в изделие вместе с сердечником при навивке обжимаемого слоя. Во всех рассмотренных случаях величину радиального зазора е, а следовательно, и размеры вспомогательных проволок (или лент) выбирают, исходя из конструктивных требований. В частности, одним из таких требований может быть ограничение в определенных пределах деформации проволоки наружного слоя (например, глубины смятия в месте контакта с соседней проволокой). В этом случае для определения величины е может быть рекомендована приближенная зависимость где d - диаметр проволоки наружного слоя; п - число проволок в наружном слое; f - коэффициент, равный отношению требуемой глубины смятия проволоки в месте контакта с соседней проволокой к диаметру проволоки (для канатных прядей можно принимать f 0,0540,10). Исходя из диаметра необжатого слоя проволок и принятого зазора, выбирают диаметр рабочего канала обжимного инструмента таКИМ образом, чтобы проволоки наружного слоя после обжатия соприкасались с сердечником, не деформируя его. В отдельных случаях, в зависимости от конкретных условий. возможно также обжатие наружного слоя на меньшую или большую величину, что необходимо для соприкосновения его с сердечником. Обжатие наружного слоя по предлагаемо У способу можно осуществлять совместно со свивкой его на прядевьющей машине или отдельно на специальном стенде. Формулаизобретения Способ изготовления пластически обжатых проволочных спиральных канатов по авт. св. 72924, отличающийся тем, что, с целью повышения качества изделий, между каждым навиваемым слоем проволок и сердечником помещают всномогательные проволоки, выполненные из более пластичного материала, чем материал основных проволок каната.
Фиг:2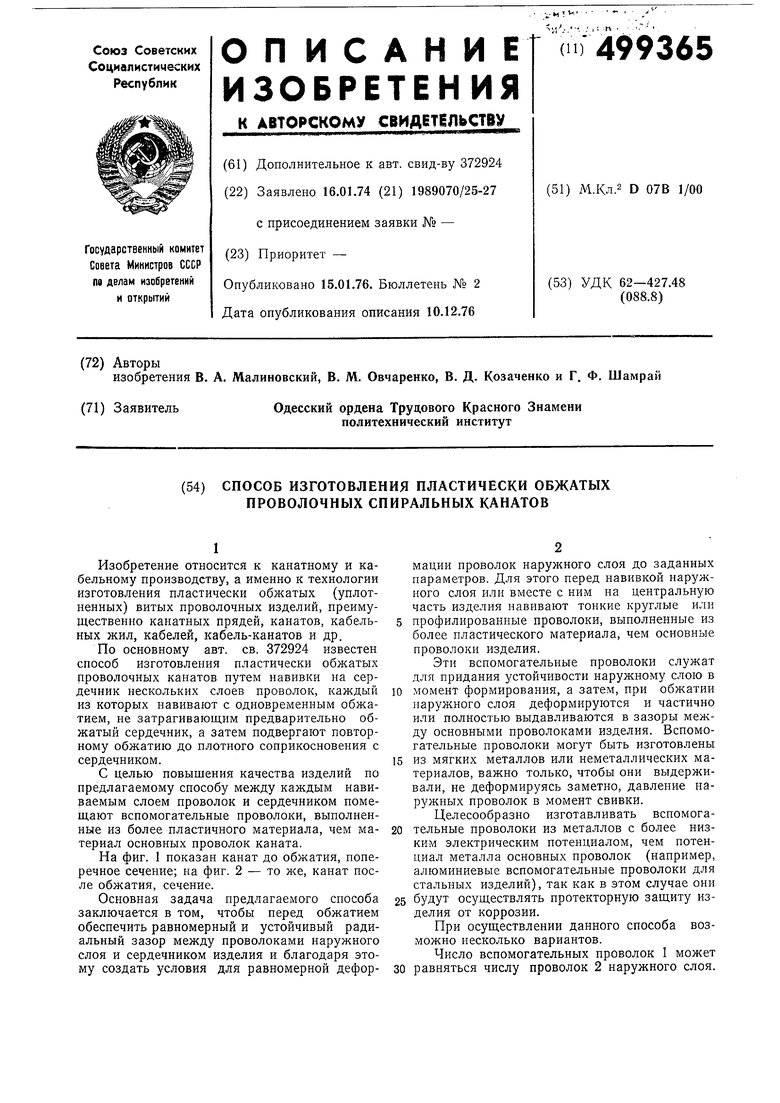
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Способ пластического обжатия витых проволочных изделий | 1976 |
|
SU614143A1 |
| Способ изготовления канатов закрытой конструкции | 2015 |
|
RU2626327C2 |
| Способ изготовления пластически обжатых проволочных спиральных канатов | 1971 |
|
SU372924A1 |
| Способ изготовления витых проволочных изделий | 1976 |
|
SU650381A1 |
| Кабель-канат | 1979 |
|
SU790024A1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| Способ изготовления фасонно-прядного каната | 1982 |
|
SU1027307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |