ИэоОрётенме относится, в основно к канатному производству, а именно X технологии изготовления проволочных спиральнык канатов, канатных пр дей и сердечников. Известен способ изготовления витых проволочных изделий, включающий свивку, по меньшей мере, двух слоев проволок в прядь и обжатие наружного слоя, при этом в наружном слое часть проволок располагают внутри з данного контура изделия, а другую часть проволок размещают между ними за пределами контура изделия. При свивке проволок выступакхцие и смежные с ними проволоки вписываются в окружности разного диаметра, Такая прядь, являющаяся полуфабрикатом, представляет собой по сущест ву нёкруглую заготовку. Эту заготовку подвергают пластическому обжатйк) путем воздействия на выступающие проволоки обжимньЙл инструментом, ис пользуя эти проволоки в качестве клиньев при внедрении между смежными с ними проволоками. В процессе пластического обжатия выступающие и смежные с ними прово локи наружного CJJOH заготовки не вы ходят под воздействием обжимного ин струмента из своих секторов, заняты при свивке заготовок, и вследс иё различного положения этих проволок относительно проволок нижележащего слоя деформируются неодинаково. Наи большей деформации подвергаются выступающие проволоки, наименьшей смежные с ними. Неодинаковая деформация проволок приводн-т в процессе эксплуатации изделия к их неравномерному износу,преждевременному выходу из (irpoH наиболее де формированных проволок и, таким образом, снижает качество изделия. Вместе с тем использование некруг лых заготовок для получения пластически обжатых изделий позволяет уменьишть количество.типоразмеров проволок при изготовлении изделий, поэтому с этой точки зрения некруглне заготовки являются весьма эффективными. Целью изобретения является повыще ние качества изделия. Поставленная цель достигается тем что перед обжатием проволоки наружного слоя перемещают в окружном направлении до достижения ими одинако вого радиального положения. Возможность свивки такой пряди, перемещения и деформации проволок наружного слоя ее указанным образом обеспечивают специальным подбором соотношения диаметров проволок наружного и нижележащего слоев заготов ки. Процесс изготовления изделия осуществляют в три операции: 1,Свивка пряди некруглой формы; 2,Перемещение проволок наружного слоя до преобразования некруглой пряди в круглую; 3,Пластическое обжатие круглой пряди до получения готового изделия. Проволоки наружного слоя изделия деформируются практически одинаково и готовое изделие получается более однородным. На фиг, I изображено поперечное сечение заготовки (конструкции 4+8) в результате осуществления первой операции (свивки); на фиг, 2 - поперечное сечение этой заготовки в результате осуществления второй операции (окружного перемещения); на фиг, 3 - поперечное сечение готового изделия в результате осуществления третьей операции (пластического обжатия) , Все проволоки наружного слоя заготовки в результате Осуществления первбй операции (свивки) находятся в одном из двух характерных положений: одни проволоки контактируют только с одной из проволок нижележащего слоя, а другие - с двумя. Проволока 1, например, контактирует с проволокой 2, а проволока 3 с проволоками 2 и 4, При этом проволока, вписывается в окружность 5 и находит ся в секторе, образованном лучгми 6 и 7, а проволока 3 вписывается в окружность 8, меньшего по сравнению с окружностью 5 радиуса и находится в секторе, образованном лучами 7 и 9, Таким образом, проволоки 1 выступают (возвышаются) над смежными с ними проволоками 3, находящимися во впадинах 10, Действие сил давлений Р, направленных внутрь изделия, и сил трения Т, возникающих под действием обжимного инструмента, непосредственно на проволоки 1 показано в правой части фиг, 1 Силы давлений Р и силы трения Т, « складываясь, образуют силы Q , Силы Q раскладываются на три различные по величине силы: силуб, действующую на проволоки. 2 нижележащего слоя, и силы 52 ) действующие на смежные с проволокеи ш 1 проволоки 3. От совместного действия .сил.. проволоках 3 появляются результирующие силы R , действующие изнутри изделия в окружном направлении. Силы R выталкивают проволоки 3 из впадины 10, За счет этих сил и сил трения Т происходит перемещение проволок 1 и 3, которые частично уходят в окружном направлении из своих первоначальных секторов и занимают одинаковое положение относительно проволок 2 нижележащего слоя в секторах, образованных лучами 11 и 12, 12 и 13 соответственно. Таким Образом, некруглую заготовку преобразуют в круглую. При дальнейшем непосредственном воздействии обжимного инструмента теперь уже на все проволоки наружного слоя происходит пластическое о жатие всех проволок заготовки. Готовое изделие принимает вид, изображенный на фиг. 3 толстыми линиями. Тонкими линиями для сравнени показан примерный вид заготовки пос ле операции перемещения. Проволоки 1 и 3 заготовок изделий деформированы практически одинаково. )азанные технологические опера,ции (свивка, перемещение, обжатие и делия) могут быть совмещены (что предпочтительнее) или осуществляютФи9.3 ся раздельно (что ие меняет существа предлагаемого способа). В рассматриваемой конструкции изделия диаметры проволок по слоям изделия одинаковы, В принципе, однако, могут применяться проволоки разного диаметра. Число слоев в изделии и число проволок в слое может быть различным, что не меняет существа способа. Форма поперечного сечения готового изделия может отличаться от круглой, например быть овальной, трехгранной или какой-либо иной. Благодаря использованию данного споба получается нэделие, например канат, с меньшим числом, типоразмеров проволок и большей работоспособностью по сравнению со стандартными кругЛопроволочными канатами.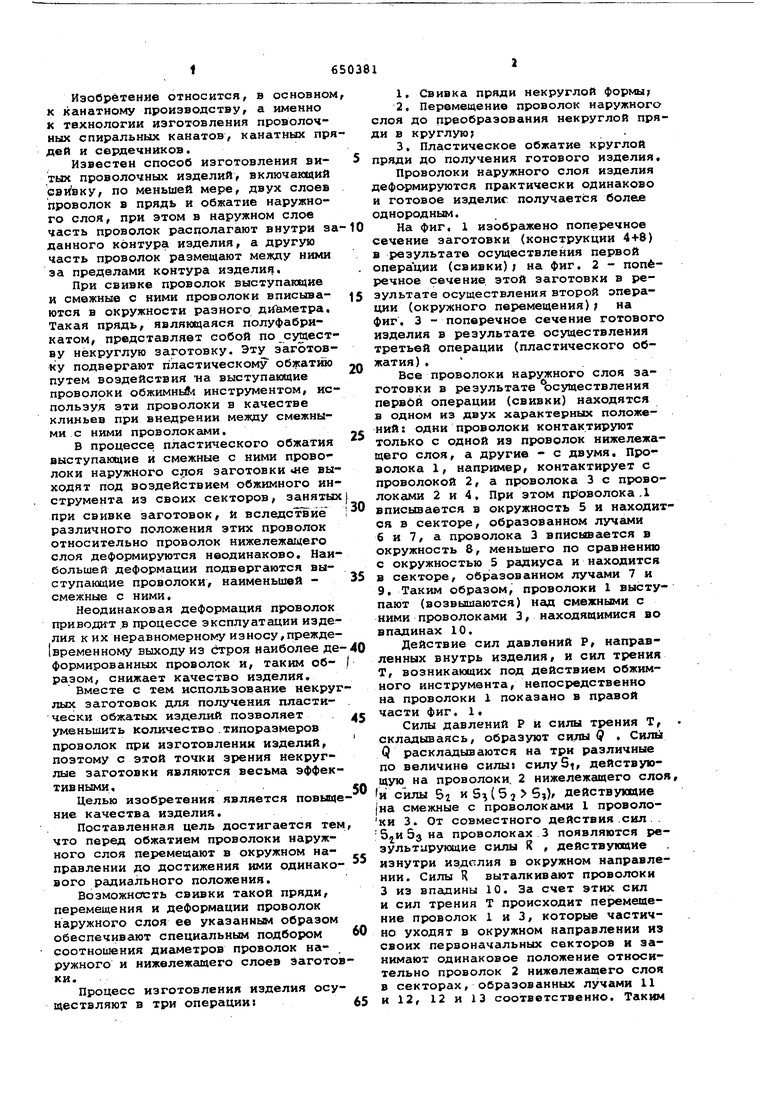

| название | год | авторы | номер документа |
|---|---|---|---|
| Волока для волочения витых проволочных изделий | 1980 |
|
SU865469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Способ изготовления витых проволочных изделий | 1970 |
|
SU323980A1 |
| Способ изготовления фасоннопрядного каната | 1977 |
|
SU687878A1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |