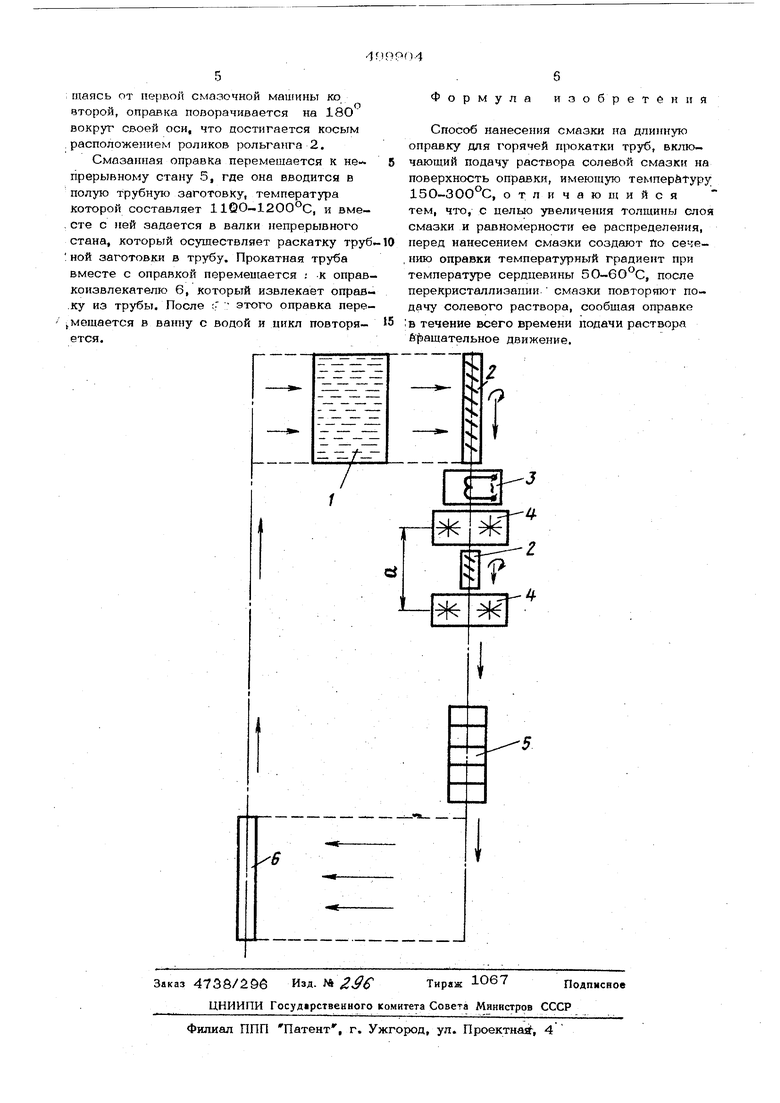
; шаясь от первой смазочной машины ко второй, оправка поворачивается на 18О вокруг своей оси, что постигается косым расположением роликов рольганга 2.
Смазанная оправка перемешается к непрерывному стану 5, где она вводится в полую трубную заготовку, температура которой составляет llQO-1200 С, и вме-
,сте с ней задается в валки непрерывного стана, который осуществляет раскатку труб
ной заготовки в трубу. Прокатная труба вместе с оправкой перемещается ; -к оправкоизвлекателю 6, который извлекает оправ.ку из трубы. После : ; этого оправка переjметается в ванну с водой и цикл повторя- ется.
6 изобретения
Формул
Способ нанесения смазки на длинную оправку для горячей прокатки труб, включающий подачу раствора солейой смазки на поверхность оправки, имеющую темперйтуру 150-300°С, отличающийся тем, что, с целью увеличения толщины слоя смазки и равномерности ее распределения, перед нанесением смазки создают По сечению оправки температурный градиент при температуре сердцевины 5 О-60 С, после перекристаллизации. смазки повторяют подачу солевого раствора, сообщая опранке ;Б течение всего времени подачи раствора 6(защательное движение.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1981 |
|
SU956085A1 |
| Способ изготовления холоднодеформированных труб | 1979 |
|
SU858958A1 |
| Способ производства труб на непрерывном стане | 1977 |
|
SU680773A1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1980 |
|
SU897325A1 |
| Способ смазки оправки для горячей прокатки труб | 1978 |
|
SU700219A1 |
| Способ повышения срока службы оправки при горячей прокатке труб | 1975 |
|
SU541516A1 |
| Способ смазки оправки для горячей прокатки труб | 1978 |
|
SU700220A1 |
| Способ прокатки труб на непрерывном оправочном стане | 1975 |
|
SU555924A1 |
| Способ остекловывания внутренней поверхности стальных труб | 1980 |
|
SU939593A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2545981C1 |
