I
Изобретение относится к области про«шэводства бесшовных горячекатаных труб конкретнее к технологии смаз л длинных оправок преимутцественно на трубопрокатных установках с непрерывным трехвапковым расглтным и пипигримовым станамио
. В современиьгх процессах производ- ства бесшовных труб качество их виу- тренней поверхности а также нх себестоимость в значительной степанк опрв- делгостся точностью и износостойкостью длинных оправок. Срок службы оправок в свою очередь зависит от условий их эксилуататщи, особенно от температуры рейоима работы оправок типа смазки и способа ее нанесения на поверхность оправкИв
Известен способ нанесения смазки iia длинку -э оправку для горячей прокатки Tpy6s вкгаочаюший охлаждение, оправки до с последующей подачей раст вора солевой смазки на поверхность оп™ равки l1.
Недостатком данного способа является необходимость дополнительного нагрева поверхностного слоя оправки, требующего сложного технологического оборудования .ионных нагревателей, ненадежного в эксплуатации.
Наиболее близким по технической суп ностн к предла.гаемому является способ смазкк длинной оправки для горячей прокатки труб включающий охлаждение горячей оправки до ISO-ЗОО°С и подачу на ее до верхность раствора солевой смазки 2}.
Недостатком известного способа является малый срок службыоправки, связанный с разогревом ее до высокой температуры в процессе прокатки труб изза малой вегтичины и неравномерности смазочного
Целью наобретения является повышение спо:са службы опрявки за счет снижения ее разогрева .up;i прокатке.
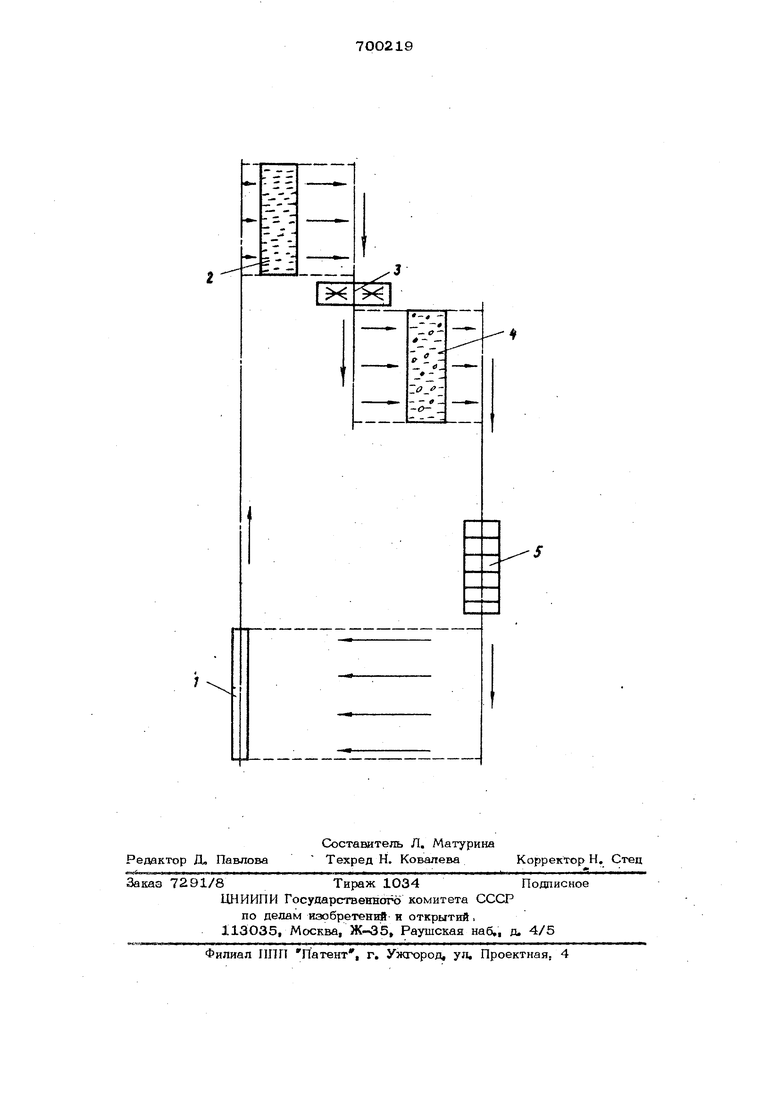
Это достигается тем, что но способу смазкк опрацкиг вкдпочаюгпек охлаждение нзвлече1пю 5 из трубы оправки до 7 15О-35р С и подачу на ее поверхносгть раствора солевой смазки, погружают оправку с нанесейиым слоем солевой смаз ки в пересыщенный раствор солевой смаз ки и охлаждают в нем до 1О-15 С. Это позволяет снизить -температуры, оправю .и сохранить на ней необходимый слой Смазки, Сущность способа заключается в том, что горячую оправку, извлеченную из трубы и имеющую температуру охлаждают в ванне с водой до -после чего подают на ее поверхность раствор солевой смазки в смазочной маш После выхода из смазочной машины оправка имеет на своей поверхности слой солевой смазки, Прн этом ее температура составляет 15(35О°С„ После этого оправку помещают в ванну с пересыШен- ;ным раствором солевой смазкрг и дают до температуры Таким о paaoMj перед введением оправки в гиль™ зу и последующей прокаткой,, оправка име ет приблизительно тот же слой смазки, что и после смазочной машины а те.; пературу шже 1ОО°С. Пониженная на чальная. температура оправки приводит к снижению температуры ее поверхности при прокатке, что обеспечивает повыше ние износостойкости оправки и увеличение срока ее службы. Интервал ,темпера« туры охлаждения оправки ( С) вы ран на ocHOEiaifflH воз {ожности наибол1 ше реального охлаждения оправки в водном nepecbrmeiffloM растворе солевой смазки. На чертеже изображен план располо жения основного оборудования, необходамого для осуществления предлагаемох э Способа в условиях трубопрокатного a;rpe гата с непрерывным оправочным станом, Участок циркуляции оправок ростоит из цепного извлекателя 1 оправок, ванны 2 с вода)й для охлаждения оправок, смазочной машины 3, ванны 4 с nepecbfшенным раствором солевой смазки (н 1 пример, триполифосфата натрия) и непре- рывйого опраночного стана 5в Стрелк 1ми показано направление движения оправок, Труба„ прокатанная на непрерывноь справочном стане, вместе с каходяшейся внутри ее длинной оправкой подается на извл катель 1 где из нее извлекается оправка 9 После этого оправка подается в ванну 2 с водой где охлаждается до 15О--350 С, Затем охлажденная оправка пос1-ут-ает г. смазочную машину 3 известной конструк- дии, где на,9§ даверхность набрызгиван Т: раствор триполифосфатр натрия При вьжоде из смазочной машины оп ранка имеет слой триполифосфата натрия тчэлнщнойО Ю-0„.1.5 мм и температуру 130 300°С. Далее опр.автсу подают в ванну 4 с пересыщенным раствором три- полифосфата натрия имеющим тек4перату ру в котором оправка охлажда ется до , Нагрев пересышен ного раствора смазки в вакпе 4 от тепла оправок кo sпeнcиpyют протгускакием через раствор охлажденлого возцука или сжиженного газа. Поснз этого оправка попадает в желоб непрерывного стана, где ее вводят в гильзу и соЕ-честн-о с ней задают в вагаш непрерывнсло гтане 5, По окончании прокатки описашгый цггкд повторяется. Внедрение предлагаемого способа смазки 0лИННОЙ оправки на трубопро1штныХ установках с непрерывным трехваяковым pacKHTHMrvf и липигримовым станами обес-, печивает улучшение качества поверхности Т.руб и сниже ше расхс да дорогостоши.его инструмента Формула и 9. о б р е 1- е н и я Способ смазки оправки для горячей прокатки трубу включающий охлаждение извлеченной из трубы оправки до 15О- и подачу на ее) поверхность рао твора солевой смазки, о т л и ч а ю- щ и и с я теМ} чтОэ с деяью уветшчв НИН срока службы погружают оправку с нанесенным слоем соле)м)й смазки в лересьйце.ннь:Д раствор солевой смазки и охлаждают в нем до 1О.50°С, Источники ниформадии принятые во BHHMaiffle при экспертизе 1. Авторское свидетельство СССР № 499904, кл, В 21 В 25/00, 1974. 2а Данилов Фо А« и др. Горячая про« катка и прессоЕ анке труб, М,, Мета -лургия% 1972, с, ЗО9-.312,
±1
SJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки оправки для горячей прокатки труб | 1978 |
|
SU700220A1 |
| Способ повышения срока службы оправки при горячей прокатке труб | 1975 |
|
SU541516A1 |
| Способ производства труб на непрерывном стане | 1977 |
|
SU680773A1 |
| Способ смазки оправки для горячейпРОКАТКи ТРуб | 1979 |
|
SU814496A1 |
| Способ горячей продольной прокатки труб | 1987 |
|
SU1438866A1 |
| Способ продольной прокатки труб | 1987 |
|
SU1454525A1 |
| Способ продольной прокатки труб | 1982 |
|
SU1018733A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1576549A1 |
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ | 2003 |
|
RU2242304C2 |