1
Изобретение, относится к трубопрокатному производству, в частности к устройствам для нанесения смазки.
Для уменьшения коэффициента трения между трубой и оправкой при прокате на внутреннюю поверхность трубной заготовки, перед подачей ее в трубопрокатный стан, наносят смазку. Смазка должна наноситься равномерно по длине и периметру трубы. При д невыполнении этого условия наблюдается повышенный износ оправки и ухудшение качества внутренней поверхности трубы.
Известно устройство для подачи ts смазки в трубную заготовку, которое предназначено для дозированной подачи смазки внутрь трубной заготовки перед прокаткой, содержащее емкость для смазочного материала, внутри ко- 20 торого находится горизонтальная мешалка, имеется горизонтальный шнек для выдавливания смазки в приемный цилиндр,который закреплен на тележке.
перемещающейся в направлении совпадающем с продольной осью трубной заготовки. Тележка снабжена фотоэлементом. После сигнала о подаче трубной заготовки тележка совершает ход вперед и останавливается в таком положении, что передний торец приемного цилиндра примыкает к заднему торцу заготовки. Шток пневмоцилиндра совершает ход и выталкивает порцию смазки в трубную заготовку Cl .
Это устройство не обеспечивает равномерного нанесения смазки по длине внутренней поверхности трубной заготовки, так как шток пневмоцилиндра подает смазку внутрь гильзы порциями в определенное место, а не по всей внутренней поверхности трубной заготовки. Кроме того, устройство требует точной установки его по оси про ката и является сложным в изготовлении и применении.
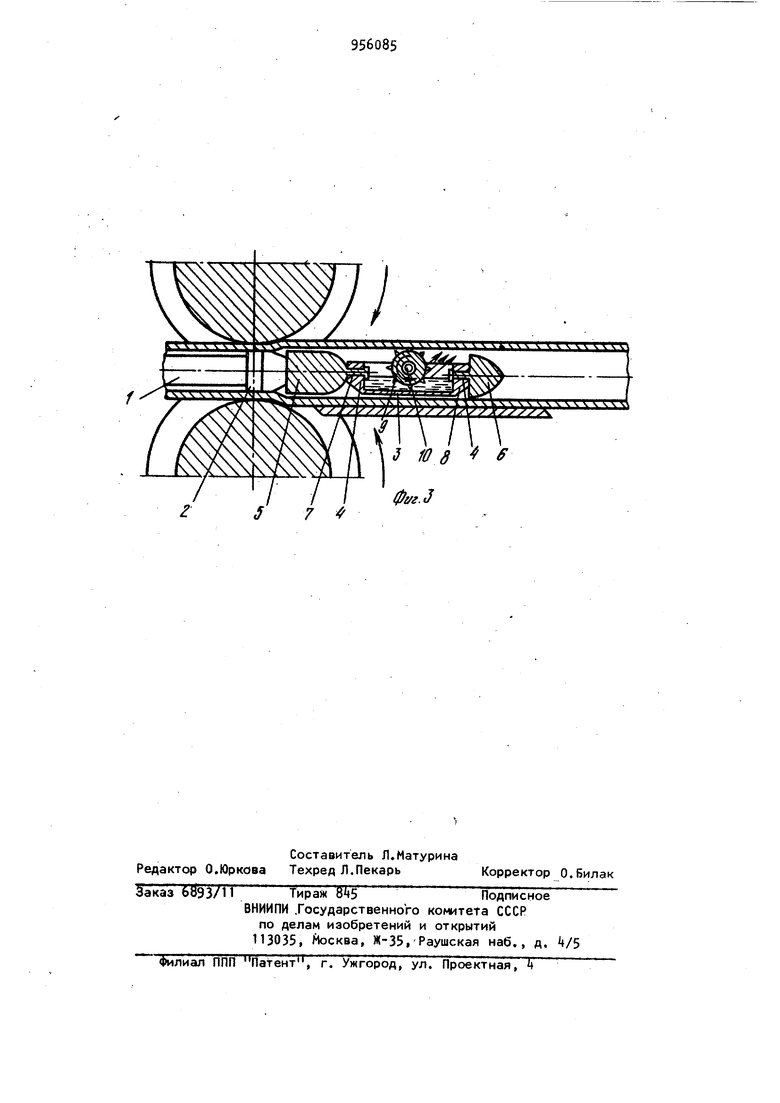
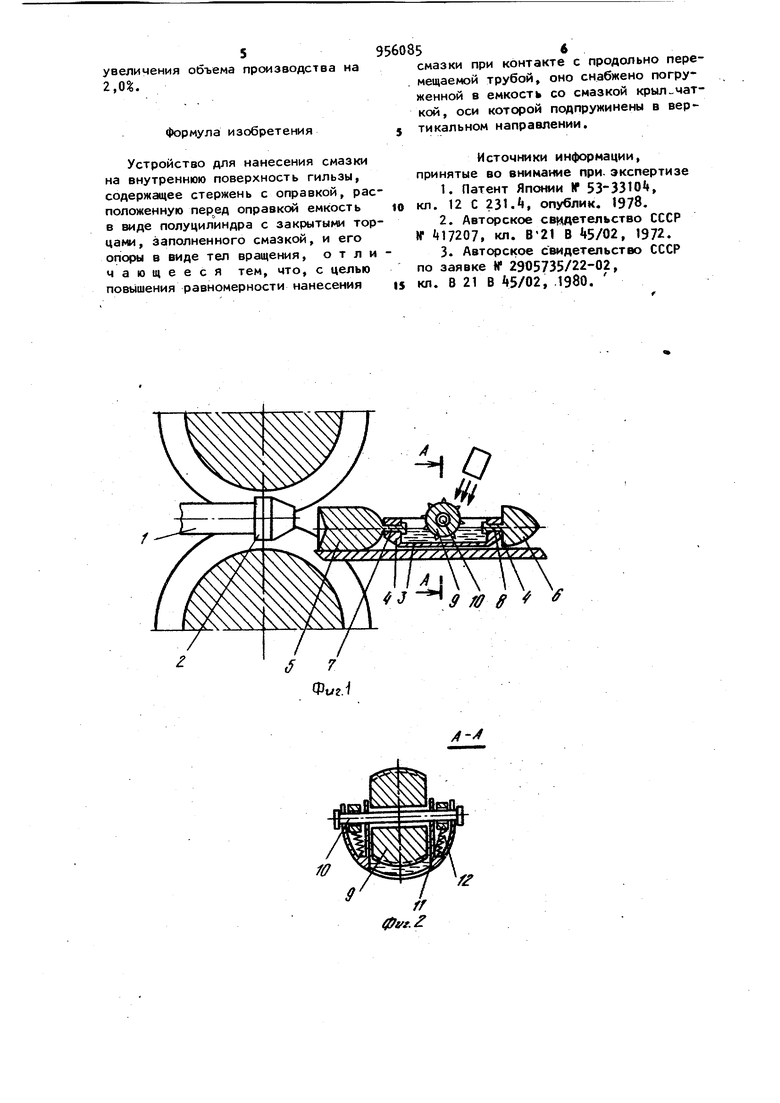
Известно устройство для смазки внутренней поверхности гильз, содержащее справочный стержень с короткой оправкой на конце и расположенную перед оправкой смазочную емкость в виде смазочного ерша. Смазочный ер состоит из набора кольцевых пластин, установленных на полом стержне с зазором между собой 2 . Такое устройство применимо при использовании только консистентных смазок и не обеспечивает равномерного нанесения жидких смазок на внутреннюю поверхность трубы перед прокаткой. Наиболее близким к изобретению по технической сущности является уст ройство для нанесения смазки на внутреннюю поверхность трубной заготовки, содержащее стержень с оправкой, расположенную перед оправкой емкость в виде полуцилиндра с закрьг тыми торцами, заполненного смазкойТ и его опоры в виде тел вращения З. Устройство обеспечивает равномерное нанесение жидкой смазки на внутреннюю поверхность гильзы при ее геликоидальном перемещении. При продол ном перемещении такое устройство не может работать. Целью изобретения является повышение равномерности нанесения смазки при контакте с продольно перемещаемой трубой. Для этого устройство, включакзщее стержень с оправкой, расположенную перед оправкой емкость .в виде полуцилиндра с закрытыми торцами, запояненного смазкой, и его оггорь в виде тел вращения, снабжено погруженной в емкость со смазкЬй крыльчаткой, ось которой подпружинена в вертикальном направлении. Крыльчатка, ось которой подпружинена, соприкасаясь с верхней частью внутренней поверхностии гильзы, пере мещаемой в продольном направлении, вращается вокруг своей оси. При вращении лопатки крыльчатки, погруженные в объем смазки, находящейся в емкости, захватывают и разбрасывают жидкую смазку на верхнюю часть внут чреннеи поверхности прокатываемой гил зы. За время перемещения гильзы от крыльчатки предлагаемого устройства очагу деформации смазка растекается по внутренней стенке гильзы, равномерно покрывая ее поверхность. Смазка будет разбрызгиваться толь ко при вращении крыльчатки, так как вращение ее возможно только при контакте крыльчатки с внутренней поверхностью гильзы, т.е. когда устройство расположено внутри гильзы. По выходе Устройства из гильзы крыльчатка останавливается - смазка не разбрызгивается. На фиг. 1 показано устройство для нанесения смазки на внутреннюю поверхность гильзы перед прокаткой; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 устройство в момент прокатки гильзы в валках трубного стана. Устройство для нанесения смазки на внутреннюю поверхность трубной заготовки содержит стержень 1 с оправкой 2, расположенную перед оправкой емкость 3 в виде полуцилиндра с закрытыми торцами k, снабженного опорами 5 и 6, выполненными в виде тел вращения-и соединенными р его торцовыми стенками осями 7 и 8, крыльчатку 9 с осью 10 Ось крыльчатки свободно установлена в боковых, вытягутых по вертикали отверстиях на опорах 11, подпружиненных пружинами 12, с возможностью одновременного вращения вокруг своей оси и перемещения в вертикальной плоскости. Устройство работает следующим образом. Перед прокаткой трубной заготовки оправка 2 устанавливается на стержне 1 в очаге деформаци, а емкость 3 с опорами 5 и 6 и расположенной в ней крыльчаткой 3 свободно устанавливается во вводной проводке стана продольной прокатки труб. В паузах между прокаткой гильз в емкость через имеющийся в верхней части полуцилиндра проем подается смазка. При задаче трубной заготовки в валки стана емкость входит и свободно устанавливается внутри гильзы. При этом крыльчатка пbджи aeтcя пружинами 12, к верхней части внутренней поверхности гильзы. При продольном перемещении гильзы во время прокатки, крыльчатка вращается и, захватывая своими лопастями смазку, разбрасывает ее на верхнюю часть внутренней поверхности прокатываемой гильзы. За время перемещения гильзы от крыльчатки к оправке 2 смазка растекается по стенке, равномерно покрывая внутреннюю поверхность гильзы. Применение предложенного устройства для нанесения смазки на внутреннюю поверхность гильз позволит увеличивать выход годного за счет
увеличения объема производства на 2,0%.
формула изобретения
Устройство для нанесения смазки на внутреннюю поверхность гильзы, содержащее стержень с оправкой, расположенную пер.ед оправкой емкость в виде полуцилиндра с закрытыми торцами , заполненного смазкой, и его опоры в виде тел вращения, отличающееся тем, что, с целью повь1шения равномерности нанесения
9560856
смазки при контакте с продольно перемещаемой трубой, оно снабжено погруженной в емкость со смазкой крыл четкой, оси которой подпружинены в вер тикальном направлении.
Источники информации, принятые во внимание при. экспертизе
1.Патент Японии If 53-33101, кл. 12 С 231., опублик. 1978.
2.Авторское свидетельство СССР tf 17207, кл. В21 В 45/02, 1972.
3.Авторское Свидетельство СССР по заявке Vf 2905735/22-02,
кл. В 21 В А5/02, .1980. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1980 |
|
SU897325A1 |
| Устройство для подачи жидкости на внутреннюю поверхность труб | 1981 |
|
SU986534A1 |
| Оправочный стержень трубопрокатного стана | 1980 |
|
SU880527A1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ-ТРУБЫ | 2012 |
|
RU2509616C1 |
| СПОСОБ ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ С БОКОВОЙ ЗАГРУЗКОЙ | 2011 |
|
RU2482934C9 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| Способ нанесения смазки на внутреннюю поверхность трубы | 1978 |
|
SU662183A1 |
| Устройство для смазки гильзы изнутри | 1985 |
|
SU1319953A1 |
| Способ винтовой прошивки и устройство для его осуществления | 2022 |
|
RU2814881C2 |