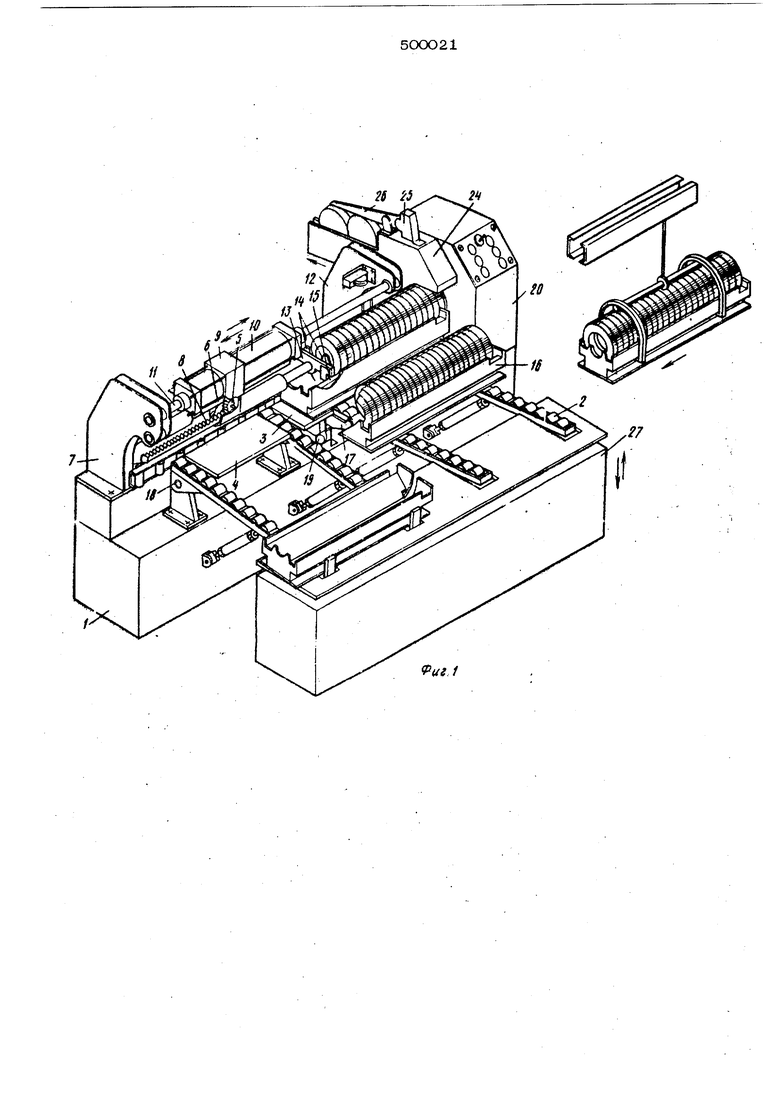
другая- толкающая 8 выполнена в виде штанги, свободно установленной в корпусе 9, закрепленном на гильзе цилиндра 10 гидропривода, при этом шток Ц закреплен в стойках 7 и 12. На конце штанги 8 находится планка 13 с упорными пластинами 14 и установленными на осях подпружиненными собачками 15. Тара 16, находящаяся в зоне разгрузки, удерживается от последующей тары, поступакидей по транспортеру, на некотором рас- стоянии посредством упоров 17, которые также, как и качающийся стол 4, жестко закреплены на оси 18 и с помощью рыча1гов связаны с цилиндром поворота 19. В передней стойке 20 расположен отсек тель, выполненный в виде установленного на оси 21 рычага 22, управ. лемого цилиндром поворота 23. На передней стенке стойки 2О расположен приемный лоток 24. В верхней части лотка 24 находится путе- вой конечны выключатель 25, взаимодействующий с флажком 26. Одна из щек при емного лотка 24 (в данном случае задняя) ус новлена таким образом, что позволяет регул ровать ширину проходного сечения канала лотка 24. Доставка тары 16 с деталями с промежуточного склада ;1ранения и возврат порожней тары может производиться любыми средствами внутрицехового транспорта, например, с использованием грузонесушего конвейера. В этом случае предусматривается загрузочно-разгрузочный стол 27, на который поступает тара в первый момент, Устройство работает следующим образом Тара 16 с деталями методом автоматического адресования вызывается на загрузо но-разгрузочный стол 27. При подходе тары 16 с деталями к зоне разгрузки стол 27 получает команду на движение вверх. и, соприкасаясь с дном тары 16, расцепля ет ее с кр|бками грузонесущего конвейера. Далее, при движении стола вниз, тара с деталями остается на ветвях подающего транспортера 2 и по его роликам скатывается до жесткого упора {не показан). В тот же момент от конечного выключателя, установленного на жестком упоре, подается команда на работу толкающего механизма, штанга 8 которого, взаимодействуя с деталями упорными пластинами 14, осуществ ляет прижатие их к внутренней щаке приемного лотка 24. При достижении определенного усилия прижима деталей цилиндр 1О толкающего механизма сбрасывает усилив, после чего подается команда на работу отсекателя, который выталкивает очередную заготовку е приемный лоток 24. При наполнении лотка установленный на нем флажок удерживается в верхнем положении и замыкает конечный выключатель контроля наличия заготовок в лотке 24, который затем дает команду на останов .работы отсекателя. Когда количество заготовок р приемном лотке 24 уменьшится и флажок вернется в нижнее положение, отсекатель вновь вступит в работу и вытолкнет очередную заготовку из тары в лоток. Так происходит до тех пор, пока последняя заготовка не будет выдана из тары. Затем опустевшая тара подхватывается подпружиненными собачками 15, находяши™ мися на планке 13 штанги 8, и передается на отводящий транспортер 3. После того-как штанга 8 вернется в исходное положение, качакадийся стол 4, . расположенный между ветвями транспортера, опустится вниз, и даст возможность порожней таре скатиться по транспортеру 3 в зону загрузочно-разгрузочного стола 27, Фор м у л а и 3 о бретения Автоматическое загрузочное устройство для деталей, например дисков, содержащее подающий и отводящий транспортеры, тол- . кающий механизм и механизм передачи тары с подающего на отводящий транспортер, отличающееся тем, что, с целью обеспечения поштучной выдачи деталей непосредственно из тары и упрощения устройства, толкающий механизм выполнен в виде штанги, совершающий возвратно-поступательное перемещение от привода и несу- j щей на конце планку с установленными на ней упорными пластинами, а механизм ne редачи тары - в виде расположенных на планке подпружиненных собачек, взаимодействующих с тарой при обратном ходе штанги толкающего механизма, при этом подающий и отводящий транспортеры снабжены встроенным- в них качакяцимся столом.
2
23
Фи, 2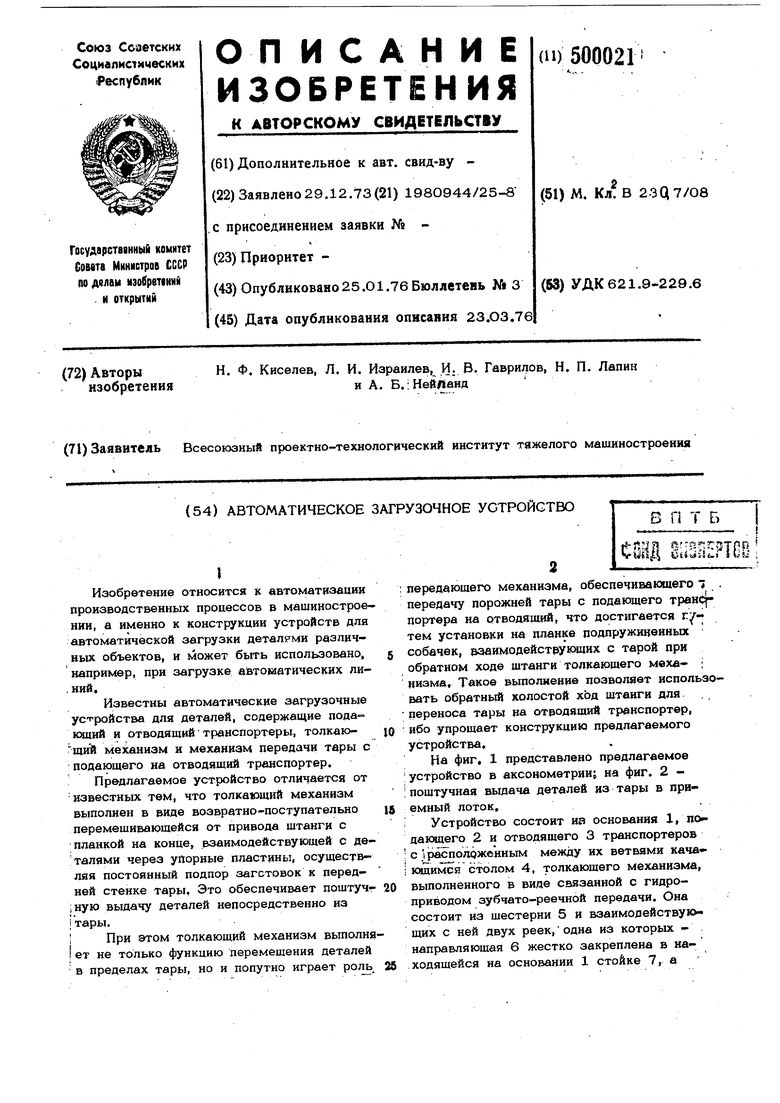
| название | год | авторы | номер документа |
|---|---|---|---|
| Перегрузочное устройство тары | 1986 |
|
SU1418212A1 |
| Загрузочно-разгрузочное устройство | 1982 |
|
SU1039685A1 |
| Загрузочно-разгрузочное устройство к металлорежущему станку | 1986 |
|
SU1313643A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435295A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Устройство для укладки в тару штучных предметов | 1972 |
|
SU442109A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К ВЕРТИКАЛЬНО-ПРОТЯЖНЫМ СТАНКАМ | 1972 |
|
SU358126A1 |
| Устройство для подачи деталей | 1980 |
|
SU933377A1 |