1
Изобретение относится к области трубопрокатного производства и касается усовершенствования привода трубопрокатных станов.
Известное устройство для привода трубопрокатного стана содержит обойму с зубчатым венцом, привод ее поворота и установленные в ней валки, валы которых через шпиндели и зубчатые передачи связаны с электродвигателем.
Недостатком известного устройства является ограниченный диапазон прокатываемых труб, обусловленный значительным возрастанием нагрузки на привод обоймы и понижением надежности его работы.
С целью расширения диапазона прокатываемых труб и повышения надежности в работе в предлагаемом устройстве привод обоймы выполнен в виде гидроцилнидра, шток которого связан с двустороиией зубчатой рейкой, одной стороной взаимодействующей с зубчатым венцом обоймы, а другой - с дополнительным синхронизируюш,им колесом, внутри которого размещены опоры шпинделей привода вращения валков.
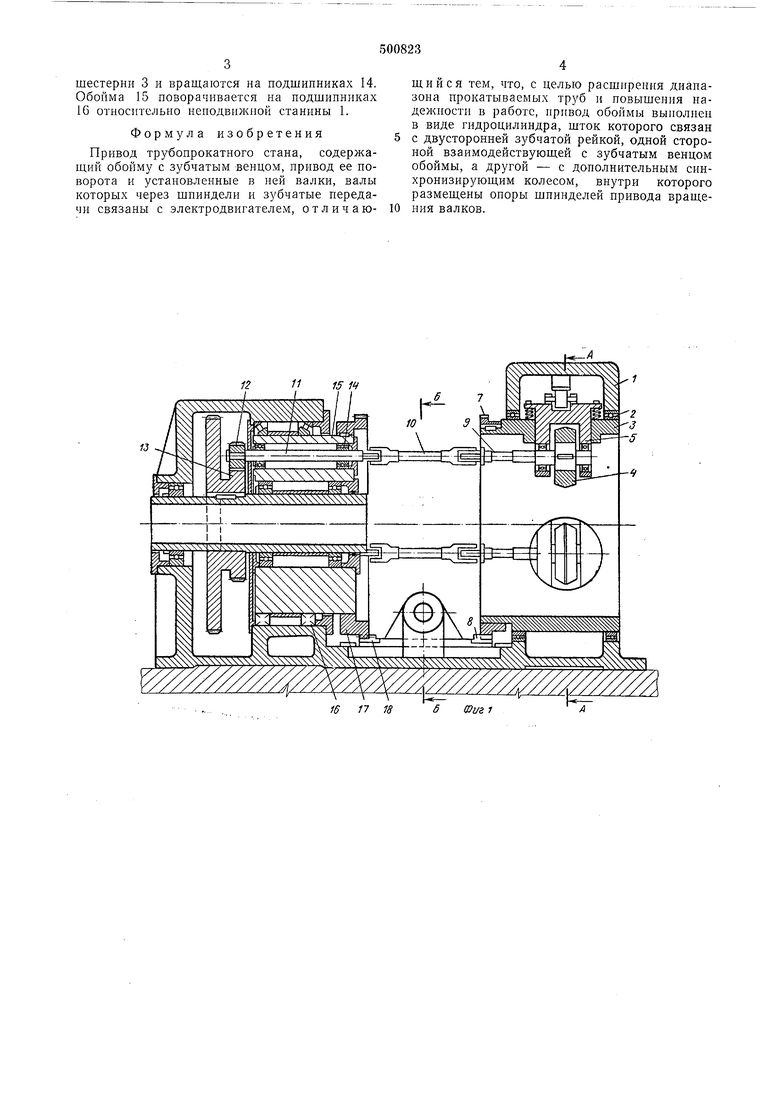
На фиг. 1 13ображеи предложенный привод трубонрокатного стана, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Трубопрокатный стан имеет станину 1, в которой на подшипниках 2 установлен барабаи 3 с валком 4, смонтированным в корпусе 5; механизм перемещения валка в радиальном направлении от копира 6; механизм поворота барабана посредством шестерни 7 и рейки 8, и привод валка через вал 9, шпиндель 10, валы 11, шестеренные валки 12 и приводную щестерню 13. Валы смонтированы на подшипниках 14 в обойме 15, установленной на подшипниках 16 в станине. Поворот обоймы осуществляется путем поворота зубчатого колеса 17, жестко связанного с обоймой посредством рейки 18 и гидроцилиндра 19 со штоком. Рейки 8 и 18 жестко закреплены, образуя двустороннюю рейку на .ползуне 20 и перемещаются от одного н того же гидроцилиндра со щтоком.
Работа устройства происходит след,ующим образом.
Радиальное перемещение рабочих валков 4 осуществляется копиром 6 посредством поворота барабана 3. При этом корпуса 5 совершают круговое движение относительно неподвижной станины 1. Одновременный поворот барабана 3 и обоймы 15 осуществляется путем перемещепня ползуна 20 от гидроцилиндра 19 и позволяет передать крутящий момент с приводной шестерни 13 на шестеренные валки 12, вал 11, шпиндель 10 и вал рабочего валка 4. Шестеренные валки 12 в процессе работы обкатываются относительно приводной
шестерни 3 и вращаются на подшипниках 14. Обойма 15 поворачивается на подшипниках 16 относительно неподвижной станины 1.
Формула изобретения
Привод трубопрокатного стана, содержаший обойму с зубчатым венцом, привод ее поворота и установленные в ней валки, валы которых через шпиндели и зубчатые передачи связаны с электродвигателем, отличаюшиися тем, что, с целью расширения диапазоиа прокатываемых труб и повышения надежпости в работе, привод обоймы выполнен в виде гидроцилиндра, шток которого связан
с двусторонней зубчатой рейкой, одной стороной взаимодействующей с зубчатым венцом обоймы, а другой - с дополнительным синхронизирующим колесом, внутри которого размещены опоры шпинделей привода вращения валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Редукционный стан | 1979 |
|
SU822935A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |

16 }7 18 6 Фиг 1
fs го (Puij
