1
Изобретение относится к области автоматического управления процессами с непрерывнодискретной обработкой изделий, например, в металлургии для прокатных или трубопрокатных установок.
Известно устройство управлеиия темпом работы трубопрокатного стана, содержан ее временных интервалов и устройство В1 1дачи заготовок из печи. Темп прокатки устанавливается оператором в зависимости от длииы заготовок и марки стали. Сигнал на выдачу металла вырабатывается через заданные равные промежутки времени (см. жур«ал «Механизация и автоматизация производства № 7 за 1968 г. стр. 3).
Однако в известном устройстве ие учитывается непрерывно изменяющаяся длительность обработки каждой трубы на установке и подача сигнала на выдачу заготовок .производится через заданные равные интервалы времени, также не учитывается качество процесса в зависимости от темпа.
Цель изобретения - уменьшение простоев трубопрокатной установки, улучшение качества труб, экономия электроэнергии и топлива.
Для достижения поставленной цели предлагается устройство, состоящее из л-фазного управляемого вероятностного распределителя, блока команд, содержащего п датчиков различных интервалов ьремени Тг ,2, ..., я), ьтые входы которых соединены с i-ми выходами вероятностного распределителя, г-й уп-. равляющий вход которого соединен с выходом г-го сумматора, f-й вход которого соединен с выходом i-ro измерителя разности частот импульсов двух импульсных потоков, один вход 1-го измерителя разности частот импульсов соединен с /-м выходом вероятностно-1о распределителя, а второй его вход соединен с г-м выходом дискриминатора временных интервалов, вход которого соединен с выходом датчика, формирующего импульс в момент прохождения металла через контрольную точку. Выход датчика, формирующего импульс в момент выдачи заготовки из печи, соединеп со входом ввода коммутирующего импульса в вероятностное распределительное устройство. Второй вход t-ro сумматора соединен с /-М выходом блока распределения гинотез, /-Й вход которого (,2,..., т) соединен с /-м выходом амплитудного анализатора, один .вход которого соединен с выходом датчика контроля температуры прощивки заготовок, а второй вход соединен с источником э.д.с.
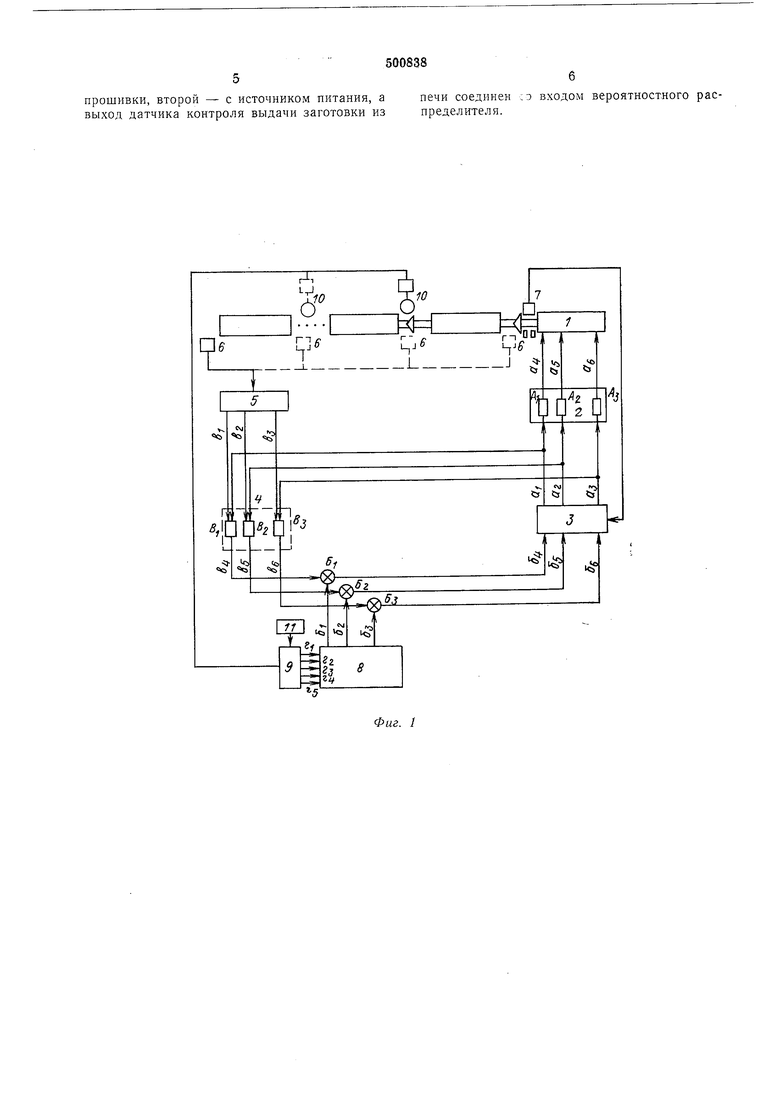
На фиг. 1 показана блок-схема устройства управления темпом работы трубопрокатного стана; на фиг. 2 - принципиальная схема блока распределения гипотез
К механизму 1 выдачи заготовок из печи иодключен блок 2 команд, состоящий из датчиков AI-Лз времениых интервалов, количество которых в общем случае может равняться п, входы датчиков AI-А обозначены соответственно ui-Сз, выходы - «4-06- Входы вероятностного распределителя 3 через сумматоры (первые и вторые входы которых обозначены соответственно б,-бз и , а выходы 64-бб), соединены с измерителями , разности частот импульсов двух импульсных потоков, входящих в блок 4 сравнения. Вторые входы измерителей Si-63, обозначены соответственно 8i-83. Дискриминатор 5 временных интервалов своими входами соединен с датчиками 6 формирования импульсов в момент прохождения трубы через контрольную точку технологической линии, а своими выходами соединен со вторыми входами 8i-83, измерителей BI-В. Выход датчика 7, формирующего импульс в момент выдачи заготовки из печи, соединен со входом вероятностного распределителя 3. Блок 8 распределения гипотез выходами соединен со входами б)-бз, сумматоров , а входами , число которых В общем случае может быть равно т, соединен с соответствующими выходами амплитудного анализатора 9, первый вход которого соединен с выходом датчиков 10 контроля температуры прощивки заготовок, а его второй вход соединен с источником 11 питания.
В блоке 8 распределения гипотез содержится m ячеек резисторов, каждая из которых состоит из п резисторов, обозначенных, иаиример, для первой ячейки как ц, i2, и последовательно соединенных с ними соответствующих диодов, обозначенных иапример, для первой ячейки как Д, Д,
Д.Каждая ячейка образует блок памяти плотности распределения вероятностей для одного исхода, полученных на основе исследования те.кнологического процессе производства труб.
Включение устройства в работу производится запитыванием от источника 11 иитания через амплитудный анализатор 9, например, по входу г и выходу б первой ячейки резисторов блока 8 распределения гипотез, в результате чего источник питания соединяется через сумматор Б с входом 64 вероятностного распределителя 3.
На вход Ci датчика AI поступит сигнал формирования импульса команды на выдачу заготовки из печи, в результате чего через время TI, определяемое датчиком AI временных интервалов, на выходе 04 блока 2 команды появится сигнал на выдачу заготовки из печи. В момепт фиксации акта выдачи заготовки из печи датчик 7 формирует импульс, который через вероятностный распределитель поступит на вход а2 датчика 2 временных интервалов, в результате чего через интервал
времени Т2, определяемый датчиком Лг после выдачи предыдущей заготовки, поступит команда из блока 2 команды на выдачу из печи очередной заготовки и т. д.
5 От датчика 6 в момент прохождения трубы через контрольную, точку технологической линии на вход дискриминатора 5 временных интервалов 8 поступают импульсы. Дискриминатор 5 сравнивает интервалы времени между
0 двумя последовательными импульсами, поступающими на его вход, и выдает импульс на его выход 8i, если измеренный интервал времени т удовлетворяет условию . В том случае, если измерительный интервал
5 времени между двумя последовательными импульсами не удовлетворяет условию , тогда устройство управления темпом работы трубопрокатного стана работает по каналу 82-В -85-Б -65, причем при
0 прохождении заготовки через технологическую линию, информация о значении температуры прошивки поступает на вход амплитудного анализатора 9, который в зависимости от величины сигнала, поступившего
5 на его вход, пропорционального температуре прощивки, соединяет вход соответствующей ячейки резисторов в блоке 8 распределения гипотез.
Формула изобретения
Устройство управления темпом работы трубопрокатного стана, содержащее датчик
временных интервалов, устройство выдачи заготовок из печи, отличающееся тем, что, с целью уменьшения простоев установки, улучшения качества труб, экономии электроэнергии и топлива, в устройство дополнительно включены датчик контроля температуры прощивки заготовки, измеритель разности частот импульсов, блок распределения гипотез, датчики прохождения металла через контрольные точки, амплитудный анализатор с
двумя входами, дискриминатор временных интервалов, сумматоры с двумя входами, блок команд, выходы которого соединены со входами устройства выдачи заготовок из печи, t-й вход блока команд соединен с /-м выходом
распределителя, t-й вход которого соединен с выходом /-1ГО сумматора, первый вход которого соединен с выходом f-ro измерителя разности частот импульсов двух импульсиых потоков, первый вход упомянутого измерителя
соединен с i-м выходом вероятностного распределителя, а второй соединен с г-м выходом дискриминатора временных интервалов, вход которого соединен с выходами датчиков контроля прохождения трубы через фиксированные точки стана, вторые входы i-x сумматоров соединены с t-ми выходами блока распределения гипотез, /-Й вход которого соединен с /-М выходом амплитудного анализатора, первый вход амплитудного анализатора соединен
с выходами датчика контроля температуры
прошивки, второй - с источником питания, а выход датчика контроля выдачи заготовки из
печи соединен ,;э входом вероятностного распределителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Система управления темпом выдачи металла из нагревательных печей | 1975 |
|
SU545402A1 |
| Система автоматического управления подогревом движущихся труб | 1988 |
|
SU1520119A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство для определения законов распределения вероятностей случайных процессов | 1983 |
|
SU1220008A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175120C2 |
| Управляющая система сбора и обработки оперативной производственной информации | 1973 |
|
SU488188A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |

Фиг. }
