fl3o6peTeHHe относится к обработке металлов давлением и может быть использовано в непрерьтных группах клетей станов горячей и холодной прокатки стальной полосы и полосы из цветных металлов и сплавов.
Известно, что в процессе дрессировки полос на их поверхности образуются поперечные светлые полосы, повторяю циеся через промежутки, равные, длине окружности рабочего валка, а по ширине соизмеримы с длиной дуги контакта рабочих валков с полосой. Этот дефект поверхности полосы, появляется в результате пробуксовки рабочих валков. Причиной пробуксовки является разная скорость нижнего и верхнего рабочего валка из-за неравйОМерного распределения крутящего момента и расхождения в диаметрах паровых рабочих валков более чем на 0,2% от диаметра бочки.
Известен способ прокатки тонких стальных листов, реализованный в прокатном стане тандем, где лисТовая заготовка обжимается сначала в передних клетях стана с одинаковым диаметром рабочих валков, а затем пропускается пс меньшей мере через одну заднюю клеть с разными диаметрами рабочих валков.
Крутящий момент большего валка задней клети более чем в два раза меньше крутящего момента первой клети.
Наиболее близким к изобретению по технической сущности и достигаемому результату является техническое решение, при котором ассиметричный способ прокатки с одним холостым рабочим, валком может быть использован ив клети непрерьгеной чистовой группы клетей, причем этим обеспечивается уменьшение усилия металла на валки на 20-40% и примерно в 2 раза уменьшается величина поперечной разнотолш;инности по кромкам полосы.
Известное устройство содержит клеть непрерывной группы прокатного стана, включающее прокатные рабочие валки разных диаметров, привод рабочего валка большего диаметра с электродвигателем и преобразоватепем, схема управления которых содержит систему импульсно-фазового управления, регулятор тока, блок ограничения тока, регулятор скорости, задатчик интенсивности и задатчик скорости, причем вход блока ограничения тока связан с выходом задатчика максимального момента.
Однако реализовать процесс асимметричной прокатки с одним приводным валком при переменной скоростной диаграмме клетей можно лишь на тонких полосах, когда при отсутствии металла валки находятся в состоянии забоя.
На широкополосных станах реализуется следующая скоростная диаграмма чистовой группы клетей: прокатка переднего конца на пониженной заправоч ной скорости, групповой разгон клетей
с заданным ускорениеь при наличии металла, индивидуальное торможение клетей без металла в валках от скорости прокатки заднего конца предьщущей полосы до скорости прокатки переднего конца последующей полосы.
Если толщина полосы на выходе из клети
Т
h
MV
где h - толщина полосы, Т - усилие прокатки.
М - коэффициент жесткости клети,
то
при выходе металла из клети валки находятся в состоянии забоя,
и процесс торможения холостых валков (рабочего и опорного) осуществляется за счет момента, передаваемого от нижнего рабочего валка посредством сил трения.
. Расчеты и опыт эксплуатации показьшают, что валки находятся в забое при 2 мм.
При больших толщинах полос после выхода металла из клети, между рабочими валками образуется зазор, и процесс торможения холостых валков (рабочего и опорного) становится неуправляемым и зависит от момента статического сопротивления холостого хода, который является незначительной величиной.
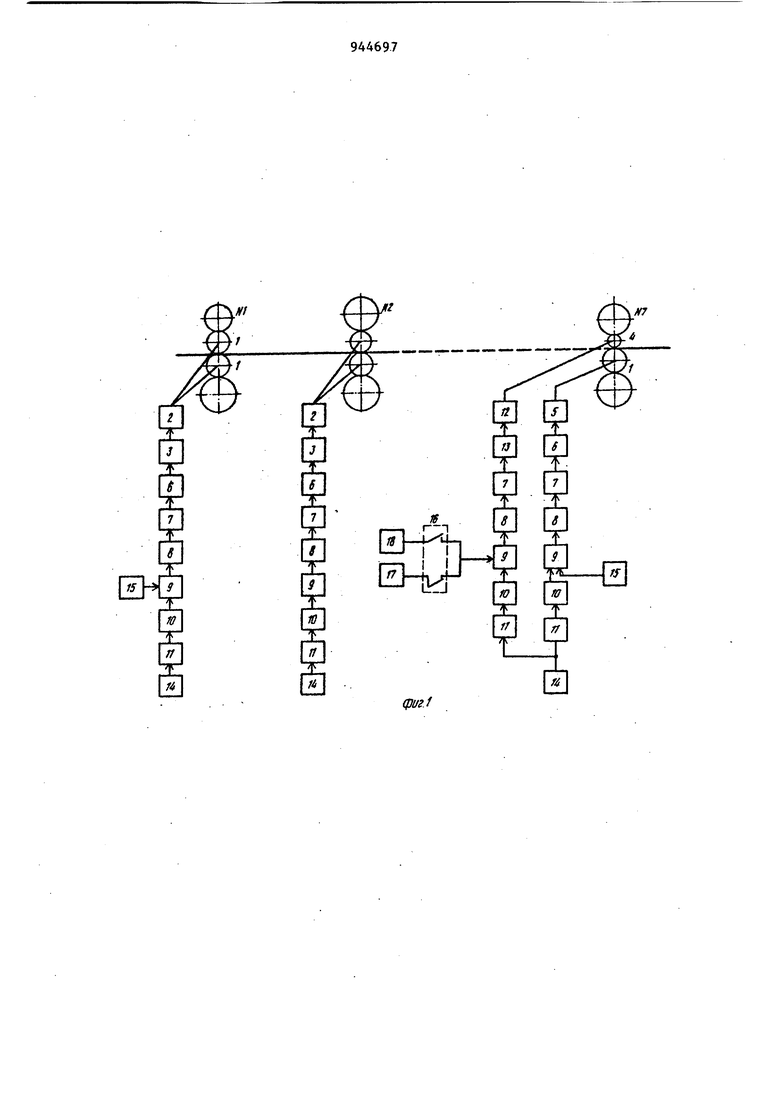
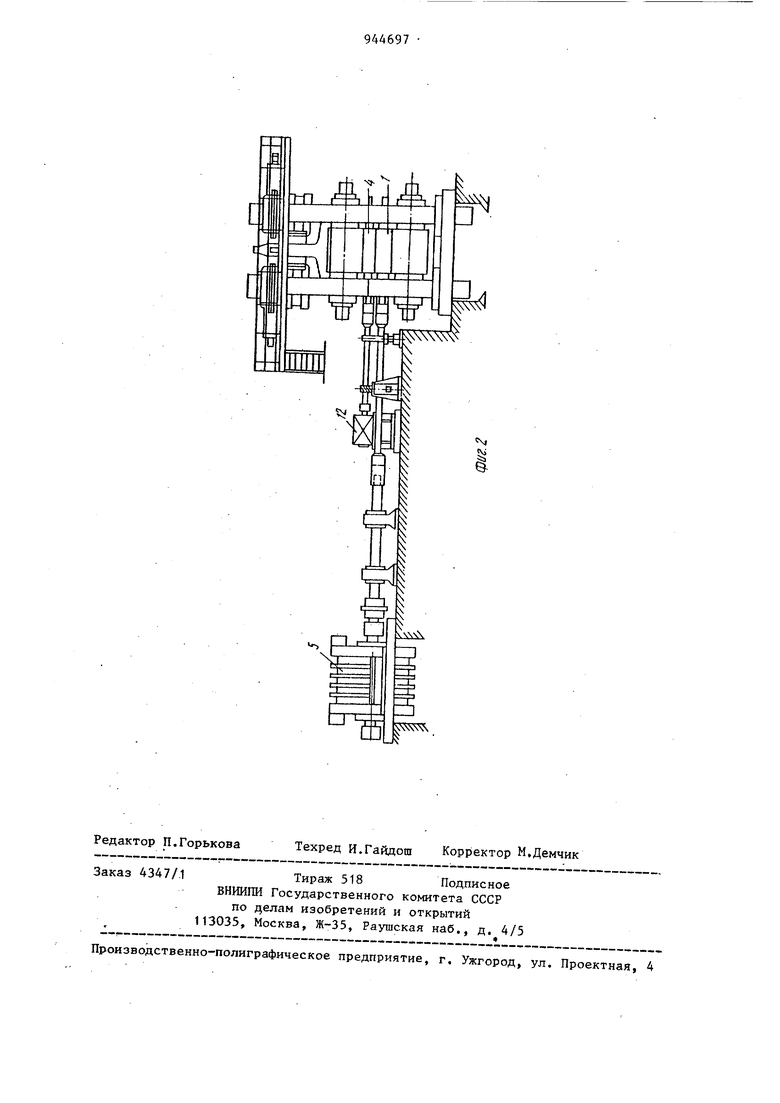
В этих условиях при входе металла в клеть из-за разности скоростей приводного и холостого рабочих валков возникают не только больпше динамические усилия, но и проскальзьшание холостого опорного валка по холостому рабочему валку, что приводит к образованию задиров на поверхности валков и прокатываемого металла. Целью изобретения является расши рение сортамента прокатываемого металла при асимметричной прокатке, Цель достигается тем, что клеть непрерьгоной группы прокатного стана включаняцая прокатные рабочие валки разных диаметров, привод рабочего валка большего диаметра с электродвигателем и преобразователем, схем управления которых содержит систему импульсно-фазового управления, регу лятор тока, блок ограничения тока, регулятор скорости, задатчик интенсивности и задатчик скорости, приче вход блока ограничения.тока связан с выходом задатчика максимального момента, а ее рабочий валок меньшего диаметра снабжен индивидуальным приводом, схема управления которого дополнительно содержит реле контроля наличия металла в клети, задатчи момента торможения и. задатчик холос ,того хода, при этом в схеме управления привода рабочего валка меньше диаметра вход задатчика интенсивнос ти соединен с выходом задатчика ско рости привода рабочего валка большего диаметра, а вход блока ограничения тока соединен через размыкают щиеся контакты реле контроля наличия металла с выходом задатчика момента торможения и через замыкающие контак ты - с выходом задат ика холостого хода. Энергетические параметры привода рабочего валка меньшего диаметра определяются по формулам всп. пр пР- 4 J-Vnp- aTl Р всо. пр Де всп.лр частота вращения двигателя вспомогательного привода, об/мин, частота вращения двигателя приводного рабочег валка, об/мин, диаметр приводного рабо чего валка, м, диаметр рабочего валка со вспомогательным приводом, м, мощность-двигателя вспо могательного привода, кВт, J - момент инерции валковой системы рабочего валка меньшего диаметра, кгм скорость прокатки, м/с, максимально допустимое ускорение (замедление), м/см, коэффициент перегрузки электродвигателя. На фиг. 1 показана непрерывная нереверсивная группа клетей кварте полосового стана со схемой управления приводами, на фиг. 2 - линия чистовой клети кварто. Непрерывная группа прокатного стана состоит из клетей от № 1 до № 7. Рабочие валки 1 первых клетей имеют, например, групповой привод через шестеренные клети 2 от двигателя 3. Возможен и индивидуальный привод рабочих валков от двигателей такой мощности, которая определяется усилиями прокатки. По крайней мере одна последняя клеть, например клеть № 7, имеет различные диаметры рабочих валков 1 и 4, Привод рабочего валка-1 осуществля- ется от двигателя 5, питающегося от преобразователя 6 с системой 7 Им- : пульсно-фазового управления (СИФУ), регулятором 8 тока, блоком 9 ограничения тока, регулятором 10 скорости и задатчиком 11 интенсивности. Валок 4 меньшего диаметра имеет вспомогательньй привод от двигателя 12, питающегося от преобразователя 13 и следующих элементов 7-13. Задатчик 14 скорости привода валка 4 общий с приводом валка 1. Блоки ограничения тока всех приводов посредством задатчика 15 максимального момента настроены каждый на одно фиксированное значениетока, определяемое перегрузочной способностью соответствующих двигателей или механооборудования клетей. Блок 9 ограничения тока привода валка 4 попеременно переключается на ток, соответ- ствующий моменту холостого хода, и на ток, соответствующий моменту торможения, посредством замыкающего и размыкающего контактов реле 16 контроля наличия металла, через которые вход блока ограничения тока соединяется с выходом задатчика 17 момента холостого хода и задатчика 18 момента торможения. Момент холостого хода устанавливается равным 0,05, 0,1 М„, а
момент торможения -1,5, ,.,, 2М, где М - номинальный момент двигателя вспомогательного привода.
Пример конкретного вьшолнения рассмотрим применительно к чистовой клети непрерывной группы широкополосного стана горячей прокатки, состоящей из семи клетейо Полагаем, что только в последней клети установлены валки различного диаметра и только в этой клети один из рабочих валков (обычно меньшего диаметра) снабжен вспомогательным приводом, обеспечивакяцим согласование линейных скоростей валков при отсутствии металла в валках- и режим холостого хода при наличии металла в валках,Остальные клети имеют групповой привод валков через шестеренные клети.
При входе металла в последнюю клеть реле 16 контроля наличия металла переклнзчает свои контакты, при этом через замыкающийконтакт вход блока 9 ограничения тока соединяется с выходом эадатчика 17 момента холостого хода, и на двигателе 12 вспомогательного привода рабочего валка 4 устанавливается минимальный ток.
Прокатка s клети № 7 обеспечива ется основным двигателем 5.
Осуществляется групповой разгон клетей с металлом в валках до заданной-скорости,
По мере выхода металла поочередно из клетей чистовой группы изменяются уставка скорости на задатчиках 14 скорости их приводов и осуществляется индивидуальное торможение валков в каждой клети до заправочной скорости. В клети № 7 после Выхода металла из валков реле 16 контроля наличия металла переключает свои контакты, при этом через размыкающий контакт вход блока 9 ограничения тока соединяется с выходом задатчика 18 момента торможения, и при изменении уставки скорости задатчиком 14 двигатель 12 вспомогательного привода тормозит валок 4 от скорости прокатки заднего конца полосы до заправочной скорости с моментом торможения 1,5-2 М„.
Таким образом, в устройстве двигатель 12 вспомогательного привода в промежутках между прокаткой полос используется для торможения валка 4, а при прокатке полосы работает при минимальной нагрузке, что позволяет обеспечить работу клети с валками разного диаметра в составе непрерывной чистовой группы во всем диапазоне толщин ирокатьшаемых полос.
Технико-экономический эффект изобретения рассмотрим nj)именит ел ьно к широкополосному стану 2000 горячей прокатки, имеющему производительность 6 млн. в год.
Приприменении неприводного верхнего рабочего валка меньшего диаметра чем нижний приводной валок, усилие металла на валки уменьшится на 20-40% и одновременно примерно в 2 раза уменьшится величина поперечной разнотолщинности прокатьтаемого металла.
При существующем технологическом процессе прокатки на стане 2000 рабочие валки клети имеют одинаковьй диаметр, поперечная разнотолщинность прокатьшаемого металла равна 0,04 мм. Уменьшение поперечной разнотолщинности за счег., применения валков разногодиаметра приводит к увеличению выхода годного металла при его отгрузке по теоретической массе.
В качестве базовых величин принимаем; ширину Bg 1500 мм, толщину hj 6 мм, длину Lf. 285 м, массу Cj 20 т.
Увеличение теоретической массы прокатываемого металла за счет снижения поперечной разнотолщинности
С - -LLlLM .2
7,8-0,02-10-3-1.5-285
- J-
0,33.10-2 т,
где 5 - удельный вес,
5 - уменьшение поперечной разнотолщинности. & SH
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Способ управления охлаждением рабочих валков прокатного стана и устройство для его осуществления | 1990 |
|
SU1745383A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Способ управления приводными двигателями клети толстолистового прокатного стана с индивидуальным электроприводом валков | 2024 |
|
RU2822900C1 |
| Устройство торможения вертикального валка универсальной клети прокатного стана | 2019 |
|
RU2726532C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
КЛЕТЬ НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНОГО СТАНА, включающая прокатные рабочие валки разных диаметров, привод рабочего валка большего диаметра с электродвигателем и преобразователем, схема управления которых содержит систему импульсно-фазоВого управления, регулятор тока, блок ограничения тока, регулятор скорости, задатчик интенсивности и задатчик скорости, причем вход блока ограничения тока связан с выходом задатчика максимального момента, отличающаяся тем, что, с целью расширения сортамента прокатываемого металла при асимметричной прокатке, рабочий валок меньшего диаметра снабжен индивидуальным приводом, схема управления которым дополнительно содержит реле контроля наличия металла в клети, задатчик момента торможения и задатчик холостого хода, при этом в схеме управления привода рабочего валка меньшего диаметра вход задатчика интенсивности соединен с выходом задатчика скорости привода рабочего валка большего диаметра, а вход блока . ограничения тока соединен через размыкаю1дие контакты реле контроля наличия металла с выходом задатчика момента торможения и через UD 4 4 замыкающие контакты - с выходом задатчика холостого хода. О5 UD 
| Патент США № 3861188, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатное производство | |||
| - РЖ Металлургия, 1977,,№ 7, реферат 7, 284, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
