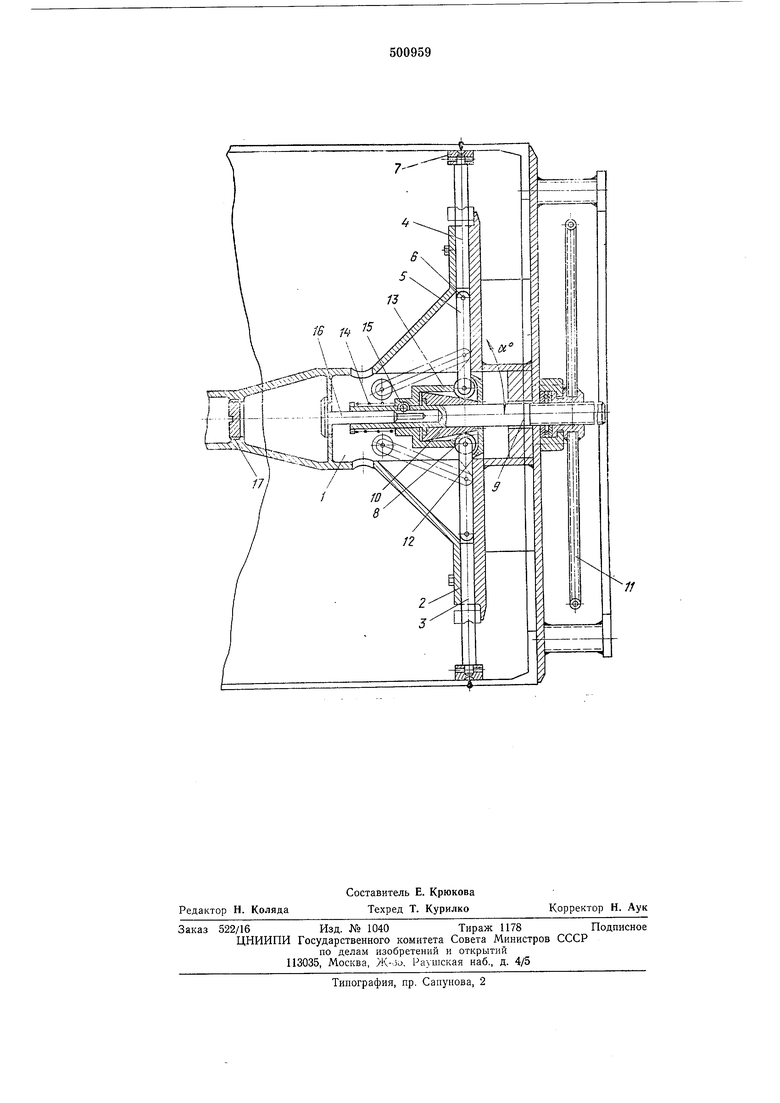
Изобретение относится к области сборки и сварки и предназначено для центрирования и закренления изделий тнна обечаек. Известен внутренний центратор для сборки стыков цилиндрических изделий, содержащий корнус, в направляющих которого установлены с возможностью радиального перемещения штоки, оснащенные центрирующими сегментами и роликами, взаимодействующими с подвижной конусной втулкой, устаповленной в упомянутом корпусе. Однако известный центратор обладает малым усилием сведения щтоков и не обеспечивает раздвижение щтоков на значительную величину. Для увеличения усилия сведения щтоков в предложенном внутреннем центраторе каждый щток выполнен в виде двух шарнирно соединенных тяг, одна из которых, несущая ролик. Установлена с возможностью noBopota в плоскости, проходящей через продольную ось центратора, при этом конусная втулка снабжена установленными на ее торцах ограничителями хода новоротной тяги, один из которых выполнен в виде неподвижно закрепленного на втулке фиксатора, а другой выполнен в виде подпружиненного стакана, установленного с возможностью перемещения вдоль втулки и оснащенного щариковым запирающим устройством. На чертеже изображен общий вид предложенного внутреннего центратора. Он содержит разъемный корпус 1, в направляющих 2 которого смонтированы штоки 3, выполненные в виде двух тяг 4 и 5 соединенных шарниром 6. Тяга 4 установлена с возможностью радиального неремещения в направляющих 2 корпуса 1 и оснащена центрирующим сегментом 7, а тяга 5 установлена с возможностью поворота на шарнире 6 в плоскости проходящей через продольную ось центратора и оснащена роликом 8. В корпусе 1 на оси-винте 9 установлена конусная втулка 10, перемещаемая вдоль корпуса при вращении щтурвала 11. Конусная втулка 10 снабжена ограничителями хода тяги 5, один из которых жестко установлен у меньщего основания конусной втулки и выполнен в виде фиксатора 12. С противоположной стороны конусной втулки 10 установлен ограничитель хода, выполненный в виде стакана 13 и ностоянно поджатый пружиной 14 к ролика.м 8. Стакан 13 оснащен шариковым запирающим устройством, состоящим из щарика 15 и толкателя 16, установленного в оси-винте 9 и выполненного с унорной головкой. Кроме того корпус 1 оснащен унорной гайкой 17. Работа центратора осуществляется следующим образом.
В начальный момент ось-винт 9 находится в крайнем левом положении, при этом головка толкателя 16 упирается в гайку 17, а цилиндрическая его часть выжимает шарик 15 в кольцевую канавку стакана 13, обеспечивая таким образом фиксацию последнего с конусной втулкой, а штоки 3 с центрируюшими сегментами находятся в сжатом состоянии. При сжатых штоках вводят центратор в заготовку к месту сварки, и вращением штурвала 11 перемешают ось-винт 9 вместе с коцусной втулкой 10 вдоль оси центратора. При этом ролики 8, поджатые подпружиненным стаканом 13 к фиксатору 12, осуществляют поворот тяг 5 на шарнире 6 до тех пор, пока ось тяги 5 не совпадет с осью тяги 4, обеспечивая таким образом предварительный разжим сегментов. При дальнейшем перемешении оси-винта 9 головка толкателя 16 упирается в перегородку корпуса 1, вследствии чего его осевое перемещение прекращается, а шарик 15 выходит из кольцевой канавки стакана 13, проваливаясь до меньшего диаметра конца толкателя, обеспечивая расфиксацию стакана. Дальнейшее перемещение оси-винта 9 с конусной втулкой 10 происходит при неподвижном стакане 13, при этом образующая конусной втулки, взаимодействуя с роликами штоков, разжимает их перемещая последние в радиальных направляющих корпуса 1.
Таким образом обеспечивается окончательный разжим сегментов 7, соосное центрирование необходимым усилием и закрепление свариваемых заготовок. После этого производят сварку кольцевого шва.
По окончании сварки производят сведение сегментов 7 к центру корпуса вращением Штурвала 11; при этом ось-винт 9 перемещается вместе с конусной втулкой и фиксатором 12, который толкает ролики 8, перемещая их, при этом происходит поворот тяги 5 на шарнире 6 в плоскости, проходящей через продольную ось центратора, и обеспечивается радиальное перемещение тяг 4, оснащенных центрирующими сегментами, к центру. При этом достигается значительное усилие сведения сегментов, достаточное для преодоления сцепления сегмента со свариваемой деталью.
Формула изобретения
В 1утреииий центратор для сборки стыков цилиндрических изделий под сварку, содержащий корпус, в паправляющих которого установлены с возможностью радиального перемещения штоки, оснащенные центрирующими сегментами и роликами, взаимодействующими с подвижной конусной втулкой, установленной в уиомянутом корпусе, отличающ и и с я тем, что, с целью увеличения усилия сведения штоков, каждый шток выполнен в виде двух шарнирно соединенных тяг, одна из которых, несущая ролик, установлена с возможностью поворота в плоскости, проходящей через продольную ось центратора, при этом конусная втулка снабжена установленными на ее торцах ограничителями хода поворотной тяги, один из которых выполнен в виде неподвижно закрепленного на втулке фиксатора, а другой выполнен в виде подпружиненного стакана, установленного с возможностью перемещения вдоль втулки и оснаи1еиного птариковым запирающим устройством.
t
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1978 |
|
SU697288A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| ЦЕНТРАТОР СКВАЖИННОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2387791C1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| ПАКЕР | 2005 |
|
RU2304695C1 |
| Внутренний центратор | 1974 |
|
SU551151A1 |