1
Изобретение относится к ручью валка пилигримового стана холодной прокатки труб и может быть использовано для прокатки тонкостенных труб.
Известен ручей валка пилигримового стана холодной прокатки труб, включающий зоны редуцирования, обжатия переменного поперечного сечения с выпусками н отделочную зону. Углы выпусков выполнены в пределах 15-35°, что соответствует 17-39% полупериметра поперечного сечения ручья.
Однако при использовании такого ручья валка для прокатки тонкостенных труб часто наблюдается образование продольных трещин, начинаюш,ихся обычно на концах труб. Трещинообразование затрудняет ведение процесса прокатки и снижает качество прокатанных труб и повышает отходы металла.
Целью изобретения является снижение образования продольных трещин, особенно при прокатке тонкостенных труб.
Для достижения поставленной цели в предложенном ручье валка, содержащем зону обжатия переменного поперечного сечения, имеющего выпуски, длина выпуска на участке зоны обжатия, составляющем 40-60% ее протяженности и отстоящем от ее начала на длину, равную 30-40% ее протяженности, составляет 5-15% полупериметра поперечного сечения ручья.
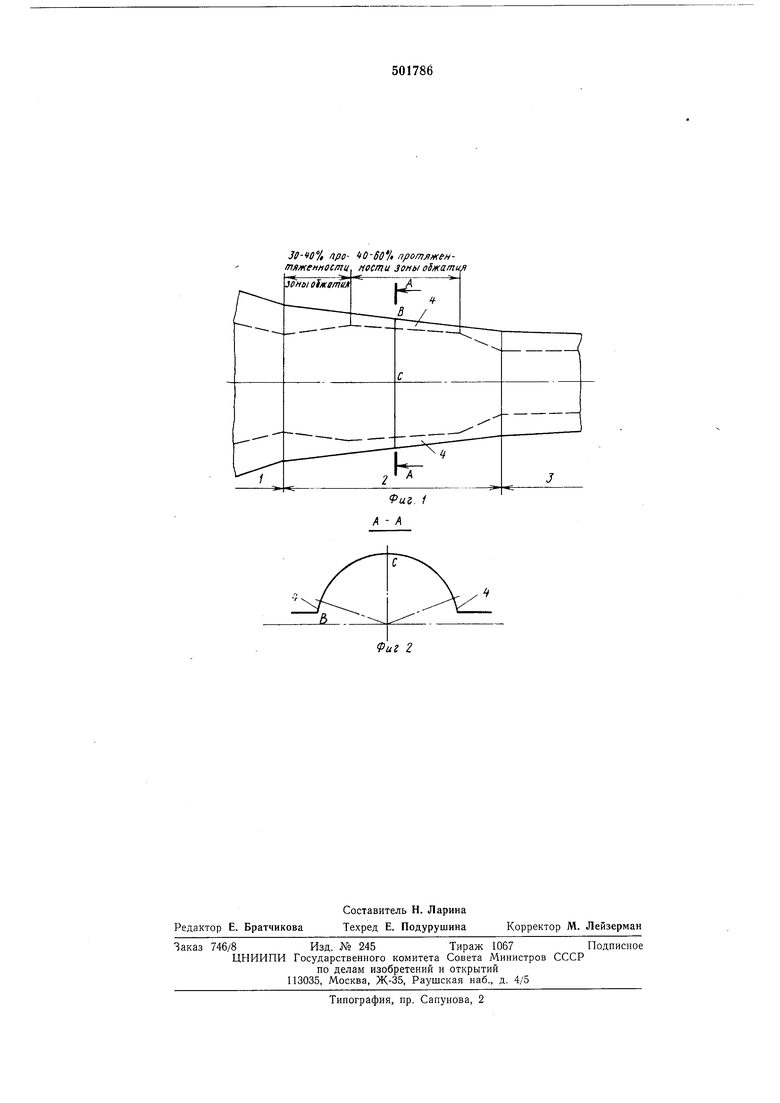
На фиг. 1 изображена развертка на плоскость профиля предложенного ручья валка; на фиг. 2 - сечение по А-А на фиг. 1.
Ручей валка пилигримового стана холодной прокатки труб содержит зону редуцирования 1, зону обжатия 2 и отделочную зону 3.
Зона обжатия вынолнена но длине переменного круглого поперечного сечения с симметричными, например, радиусными выпусками 4. Причем выпуски по длине обжатия выполнены различ)1ой длины. В начале зоны обжатия протяженностью 30-40% ее длины н в конце зоны обжатня протяженностью 10-20% ее длины выпуски выиолне}1Ы больще 15% полупернметра поперечного сечения ручья ВС, например, до 30-40%.
Длина выпуска на среднем участке зоны обжатия, составляющем 40-60% ее протяженности и отстоящем от ее начала на длину, равную 30-40% нротяженности этой зоны, составляет 5-15% полупериметра поперечного сечения ручья.
При прокатке с применением предлагаемого ручья валка заготовка (на чертежах )ie показана) последовательно деформируется на всех выщеперечисленных зонах: в редуцирующей зоне 1 труба обжимается по диаметру без обжатия по стенке, в зоие обжатия 2 осуществляется преимущественная деформация по толщине стенки на оправке, диаметр которой
3S-4oi, про- iO-SO% npom/ enтя/кенности поста зоны оджатия
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей пилигримового валка для холодной прокатки труб | 1974 |
|
SU529858A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Ручей пилигримового валка | 1976 |
|
SU603445A1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Ручей пилигримового валка | 1981 |
|
SU1024129A1 |