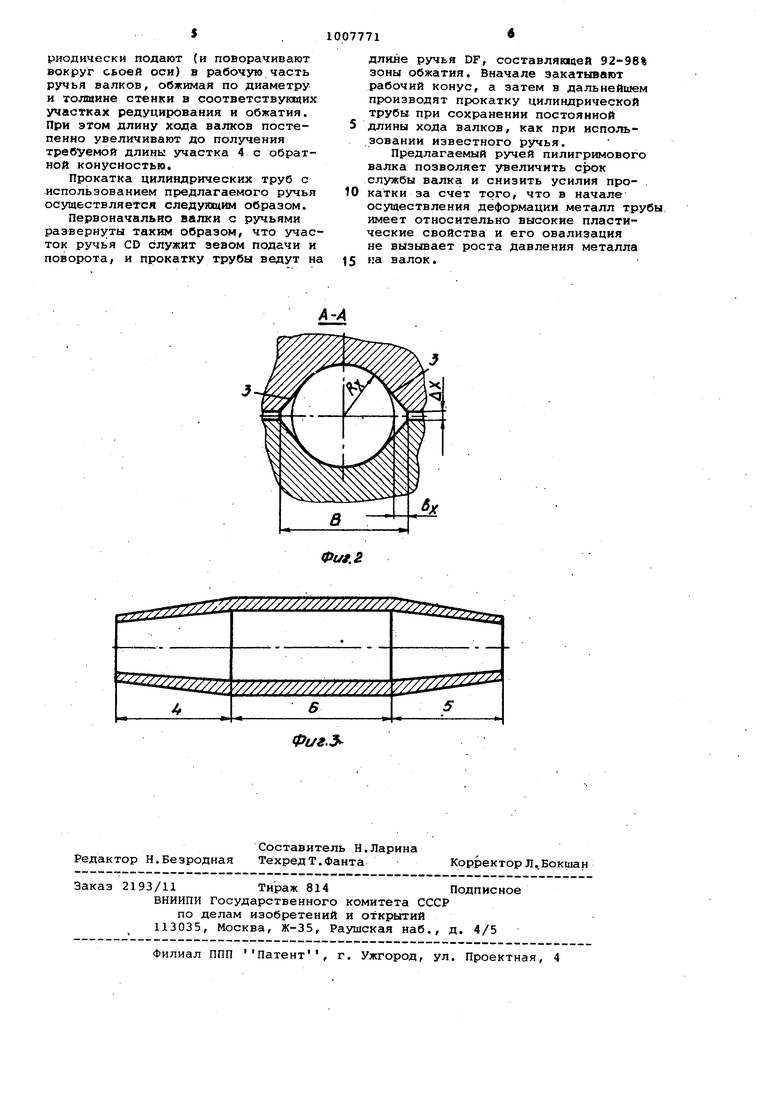
Изобретение относится к прокатному производству, а именно к валкам пилигримового стана, и может быть использовано при прокатке тру переменного сечения. Известен ручей пилигримового ва ка стана холодной прокатки труб, с держащий рабочую зону суменьшающим поперечным сечением в виде централ ной дуги с симметричными выпусками при прямолинейном законе уменьшения ширины выпуска на начальном (редуцирующем) участке рабочей зоны и при увеличении ширины выпуска на длине обжимной зоны протяженностью 40-80% Щ. Недостатком известного ручья является то, что в случае использов ния его при прокатке участков труб переменного сечения, имеющих обратную конусность, наблюдается резкий рост давления металла на валки по длине ручья валков, составляющей 60-80% от начала его обжимной зоны Это объясняется тем, что металл трубы к данному участку приходит достаточно наклепанным, а увеличение ширины выпусков на большей обжимной части ручья валков вызывает соответственно чрезмерное уширение рабочего конуса,приводящее к росту давления металла на валок, в результате чего в указанном сечении происходит повышенный износ и, как следствие, сокращается срок службы валков. Наиболее близким к предлагаемому является ручей валка, имеющий ра бочую зону с уменьшающимся поперечным сечением в виде центральной дуги с симметричными выпусками при прямолинейн:ом законе уменьшения ширины выпуска на всей длине рабочей зоны от наибольшей величины в начале зоны редуцирования до минималь ной в конце рабочего конуса 2 . Недостатком указанного ручья является то, что при прокатке участко труб переменного сечения, имекицих обратную конусность, даже при относительно малых величинах подач заготовки происходит ее закусывание закаты и зачастую локальное смятие на поверхности трубы, что, в конечном счете,снижает стойкость валков увеличивает усилие прокатки. Это объясняется тем, что участки заготовки, поступающие в ручей с меньшей величиной,ширины, чем наружный диаметр заготовки, затекают между р бордами вследствие переполнения ручья по всей его рабочей зоне, ког да металл наклепан и обладает низки пластическими свойствами. Цель изобретения - снижение осевых усилий прокатки. Указанная цель достигается тем, что в ручье пилигримового валка ста на холодной прокатки труб, имеющем уменьшающееся к концу рабочей зоны поперечное сечение в виде центральной дуги с симметричными выпусками при прямолинейном законе уменьшения ширины выпуска на всем участке рабочей зоны, отстоящем от начала на 5-15% ее протяженности, изменение ширины каждого выпуска на начальном частке рабочей зоны выполнено с увеличением от нуля в начале до максимальной величины в сечении, отстоящем от начала на 5-15% протяженности рабочей зоны, и определено сопряженной с прямой остального участка дугой, центр радиуса которой расположен в плоскости, разделяющей эти участки,и-радиус выражен зависимостью kV441(R,-R,) К--: 5 8k,(Ri-R2 длина рабочей зоны ручья, мм; k - коэффициент, определя, ющий длину начального участка законом изменения ширины выпуска в виде дуги, (k 0,05-0,15) ; R и Rn- радиусы центральной дуги ручья в и конце рабочей зоны, ММ; k( - коэффициент,характеризующий величину овализации на начальном участке ручья. Указанные отличия позволяют снизить давление на валки и усилия прокатки за счет овализации и уширения заготовки в начальной период деформации на криволинейном участке ручья поскольку заготовка на этом участке еще не наклепанаи обладает высокими пластическими свойствами, снижающими, несмотря на уширение металла, рост усилий прокатки. На ФИГ..1 показана развертка профиля ручья; на фиг.2 - сечение А-А на фиг.1; на фиг.З - продольный разрез трубы переменного сечения. Ручей, пилигримового валка содержит по длине рабочую зону протяженностью Е, которая составлена из редуцирующего начального участка 1 и обжимного участка 2 и уменьшающееся к концу рабочей зоны поперечное сечение в виде центральной дуги, очерченной ргщиусом R, и симметричных выпусков 3. Форма выпусков может быть любой; в виде прямых, радиусов, овалов и т.п., а ширина их 6 по длине рабочей зоны выполняется переменной величины, так же как и ширина ручья В. На всем участке рабочей зоны, отстоящем от начала на 5-15% ее
протяженности, ширина выпусков имеет прямолинейный закон уменьшения их, а на начальном участке рабочей зоны, т.е. на всем участке редуцирования и на 2-8% длины участка обжатия, изменение ширины выпусков выполнено с увеличением от нуля в начале (точ-ка С) до максимальной величины DE в сечении, отстоящем от начала на 5-15% протяженности рабочей зоны.
Максимальная величина ширины выпуска DE выбирается равной 2,5-25% (R;,-Rj), где R, Rg радиусы центральной дуги ручья в начале и конце рабочей зоны.
. Изменение ширины выпуска на на чальном участке рабочей зоны опредеяено дугой CD, которая сопряжена с прямой DF остального участка рабочей зоны с уменьшением ширины выпусков до нуля в точке.
Центр радиуса дуги CD начального участка расположен в плоскости, разделягацей участки CD и DF, а радиус этой дуги определен зависимостью
,
R (Ri-R2,)
е k
длина рабочей зоны
где ручья, мм;
коэффициент, определяющий длину начального участка с законо .изменения ширины выпуска в виде дуги (k 0,05-0,15);
ЧR , и радиусы центральной
т дуги ручья в начале и конце рабочей зоны, мм;
k - коэффициент, характеризующий величину овализации на начальном участке ручья. Пределы протяженностей начального участка рабочей зоны (5-15%)6 выбираются из следующих положений.
Нижний предел протяженности участка CD с возрастакицей шириной ручья В и шириной выпуска 6х длиной 5% 2 - это минимальная длина ручья валка, которая сохраняет геометрию трубы в начальный период деформации, не искажая ее поперечный профиль, а верхний предел протяженности этого участка длиной 15% 2 - это та часть длины ручья, которая обеспечивает получение участка трубы с обратной конусностью без нарушения плавного уменьшения наружного диаметра и толщины стенки по ее длине.
Пределы коэффициентов k и k приняты на основании следующих положений.
Нижние пределы коэффициентов k 0,05 и k ; 0,025 - это те
значения, по которьвл определяются параметры ручья, обеспечивающие сохранение, геометрии трубы в нгьчальный период деформации без искажения ее поперечного профиля. Верхние пределы коэффициентов k 0,15 и k| 0,25 - это те значения, по которым определяются параметры ( ширина выпуска и его длина) ручья, обеспечиваклцие получение участка 4 с обратной конусностью трубы переменного сечения.
Кроме того, значения коэффициента k4 зависят от размеров заготовки и трубы, формы выпусков и Свойст I прокатываемого металла.
Пример. При прокатке труб переменного сечения с участками обратной конусности по маршруту 36-4 ,5 мм из стали ЗОХГСА пр величине подачи заготовки 1,5 мм с использованием предлагаемого ручья валка последующий имеет следующие параметры: длина рабочей части ручья 6 720 мм; длина участка CD с возрастающей шириной 0,1 72 мм; величина радиуса R дуги CD Р 61,5 максимальная ширина ручья в сечении D-D В 37,2 мм; глубина ручья в сечении D-D 17,45 мм; длина зоны редуцирования 36 мм.
Трубы переменного сечения с участками прямой 5 и обратной конусности и цилиндрическим участком с использованием предлагаемого ручь пилигримового валка получают следук щим образом.
Первоначально валки с ручьями развернуты в клети таким образом, что участок CD с возрастающей шириной выпуска ручья служит зевом подачи заготовки, а деформацию трубы, в частности участок прямЬй конусности, получают по длине (85-95%)2 ручья с уменьшакндейся его шириной В По достижении требуемых длины и обжатий на участке трубы 5 осуществляется пропуск заготовки, равный длине участка с обратной конусноетью, где деформация не происходит. Затем уменьшают длину хода валков, на которой обеспечивается деформагция трубы до минимальной величины, составляющей (5-15%)Е , и устанавливают валки в крайнем положении, соответствующем зеву подачи и поворота заготовки.Определенную часть длины (20-50 мм) заготовки перемещают за пределы минимальной длины ход валков..Затем накатывают валки своими ручьями на трубную заготовку, осуществляя в редуцирующем участке. 1 уменьшение ее по диаметру, а в обжимном участке 2 одновремен-ное уменьшение по дис1метру и толщине стенки в пределах длины хода валков, равной (5-15%) 2 . В последующие циклы деформации заготовку периодически подают (и поворачивают вокруг сьоеЯ оси) в рабочую часть ручья эалков, обжимая по диаметру и толщине стенки в соответствующих участках редуцирования и обжатия. При этом длину хода валков постепенно увеличивают до получения требуемой длины участка 4 с обратной конусностью.
Прокатка цилиндрических труб с .использованием предлагаемого ручья осуществляется следуйсцим образом.
Первоначально валки с ручьями развернуты таким образом, что участок ручья CD служит зевом подачи и поворота/ и прокатку трубы ведут н
длине ручья DF, составляющей зоны обжатия. Вначале закатывают рабочий конус, а затем в дальнейшем производят прокатку цилиндрической трубы при сохранении постоянной длины хода валков, как при использовании известного ручья.
Предлагаемый ручей пилигримового валка позволяет увеличить срок службы валка и снизить усилия прокатки за счет того, что в начале осуществления деформации металл труб имеет относительно высокие пластические свойства и его овализация не вызывает роста давления металла ка валок.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Валок пилигримового стана | 1986 |
|
SU1419771A2 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Ручей пилигримового валка | 1981 |
|
SU1024129A1 |
РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА, имеющий уменьй1ающееся к концу рабочей зоны поперечное сечение в виде центральной дуги с симметричными выпусками при прямолинейном законе уменьшения ширины выпуска на всем участке рабочей зоны, отстоящем от начала на 5-15% ее протяженности,, отличающий.с я. тем, что, с целью снижения осевых усилий прокатки, изменение ширины каждого выпуска на начальном участке рабочей f.(fff%}f. зо в в 5оп та ус ра вы гд шрлнено с увеличением от нуля е до максимальной величины ии, отстоящем от начала на ротяженности рабочей зоны, и ено сопряженной с прямой осо участка дугой, центр радиорой расположен в плоскости, ющей эти участки, и радиус зависимостью ( 8.(R.-ffa) 6 - длина рабочей зоны . ручья, мм; k - коэффициент, определяющий длину начального участка с законом изменения ширины выпуска в виде дуги (k 0,05-0,15); - радиусы центральной и R, дуги ручья в начале и конце рабочей зоны, мм; k - коэффициент, характеризующий величину онализации на начальном участке ручья (k) 0,025-0,25). .
////////7/7//7//
У///////////////////
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ручей пилигримового валка | 1976 |
|
SU603445A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шевакин Ю.Ф | |||
| Калибровка и усилий при холодной прокатке труб | |||
| М., Металлургиздат, 1963, с.248. | |||
