Изобретение относится к обработка Жбталлов давлением, в частности к трубопрокатному производству, и может быть использовано при прокатке труб на пилигримовых станах.
Известен ручей пилигримового валка, расположенный по периметру бочки валка, с профилем поперечного сечения, постоянным на длине калибрующей зоны и переменным на длине зон реду-цирующей и обжимной, выполненный с симметричными прямолинейными выпусками, при этом дуга, образующая дно ручья, выполнена радиусом, глубине ручья ij .
Недостатком известного ручья является повышенный износ, что связано с формой выпуска, куда затекает металл трубы так, что на ее поверхности образуется грань, которая приводит к повреждению ручья и, как следствие, к быстрому его износу,В целом качество труб снижается, не отвечает высокому уров ню требований, предъявляемых к прецизионным трубам.
-Наиболее близким к предлагаемому по технической сущности является ручей пилигримового валка, включающий зоны редуцирования, обжатия переменного по длине поперечного сечения, имеющего радиусные выпуски 2J .
Данный тип профиля ручья не создает граней на поверхности трубы и, по сравнению с предыдущим ручьем,обеспечивает более .высокий уровень их качественных характеристик.
Основным недостатком указанного ручья является его быстрый износ. Это объясняется тем, что место перехода дуги, образующей дно ручья, к дуговым симметричным выпускам создает два концентратора напряжений в металле прокатываемой трубы и затрудняет свободное истечение металла в выпуски, что, в двою очередь, увеличивает обжатие на дугообразном дне ручья, и приводит к ускоренному износу ручья.
Цель изобретения- увеличение стойкости валков.
Поставленная цель достигается тем, что в ручье пилигримового валка, включающем по длине зоны редуцирования, обжатия с уменьшением попереч-;ного сечения, имеющего радиусные вы пуски, центральная часть поперечного сечения редуцирующей и обжимной зон образована прямой линией, касательной к радиусным выпускам, .радиус которьах равен глубине ручья.
Такое решение позволяет обеспечить рациональное истечение металла, распределение напряжений по сечению и, следовательно, повысить стойкость ручья.
На фиг. 1 представлена развертка ручья, на фиг.2 - разрез А-А на. фиг. 1; на фиг. 3 - сечение Б-Б на
,фиг. 1; на фиг. 4 - сечение В-В на фиг.1; на фиг, 5- сечение Г-Г на фиг, 1. Ручей пилигримового валка включает по длине зоны редуцирования 1, обжатия 2 и калибрующую 3. Профиль поперечного сечения дна ручья, неизменный на длине зоны калибрующей и переменный на длине редуцирующей 1 и обжимной 2 зон, где он выполнен с симметричными дугообразными выступами а в и cd .Дно ручья на длине редуцирующей 1 и обжимной 2 зон образовано прямой линией в с , которая является касательной к дугообразным выпускам а Б и ccJ , Радиусы RX дугообразных выпусков аЬ и cd равны между собой и равны глубине ручья ,На длине этих же двух зон 1 и 2 ширина В ручья больше двух радиусовК выпуска на величину Ъс Д8х/ равную протяженности прямолинейного дна ручья ;что определяется зависимостью
.Bx-2Rx ue, . , ,
В процессе работы заготовка поступает в редуцирующую зону происходит обжатие по .наружному диаметру, затем труба перемещается в обжимную зону 2, где одновременно с редуцированием диаметра происходит обжатие по стенке. По мере перехода от начала редуцирующей 1 зоны к концу обжимной 2, как правило, снижается интенсивность деформаций и соответственно износ ручья - данная закономерность учитывается уменьшающейся величиной линейного участка профиля дна ручья в его поперечном сечении, который к калибрующей зоне 3 сведен на нет.
К концу обжимной 2 зоны формообразование трубы завершается, в калибрующей 3 зоне ПРОИЗВОДЯТ операции отделочного характера.
В качестве примера выполнения рассмотрим использование предложенного ручья при прокатке труб из стали ЩХ 15, на которой износ ручья максимальный. Для прокатки труб на станеХПТ-75 по маршруту 76х 12- 45,4х 8,4.
Профиль дна ручья на длине редуцирующей и обжимной зон выполнен прямой линией, касательной к дугообразным выпускам, радиус которых R равен глубине ручья.
Ручей пилигримового валка имел следующие параметры по зонам:
р . 2
в начале редуцирую- Вх
щей зоны 38,00 6,00 82,5
В начале обжимной
зоны33,20 4,5 70,9
В начале калибрующей
зоны22,7 0,2 45,6
В конце калибрующей
зоны22,7 О 45,4
Стойкость ручья полигримового валка составила 20 тыс м/пара. Если учестЪ что стойкость известных ручьев не
превышает 8 тыс.м/пара, то стойкость предложенного ручья увеличена в 2, 5 раза. В качестве базового объекта нами принят ручей пилигримового валка, применяемый на ЮТЗ. Недостатком его является малый срок службы, ТехничесКИМ преимуществом предлагаемого ручья является его повы аенная стойкость. Это объясняется тем, что вначале происходит износ прямолинейного участка профиля дна до уровня круглого профиля и лишь после этого начинается износ, который на известном ручье происходит с началом прокатки первой трубы.
Ожидаемая экономическая эффективность от использования предложенного ручья пилигримового валка может быть оцределена, исходя из повыиения срока службы валков на- станах ХПТ.
Использование предложенного ручья при производстве труб одного сортамента (ШХ - 15) обеспечива.ет экономическую эффективность около 50 тыс, руб/год.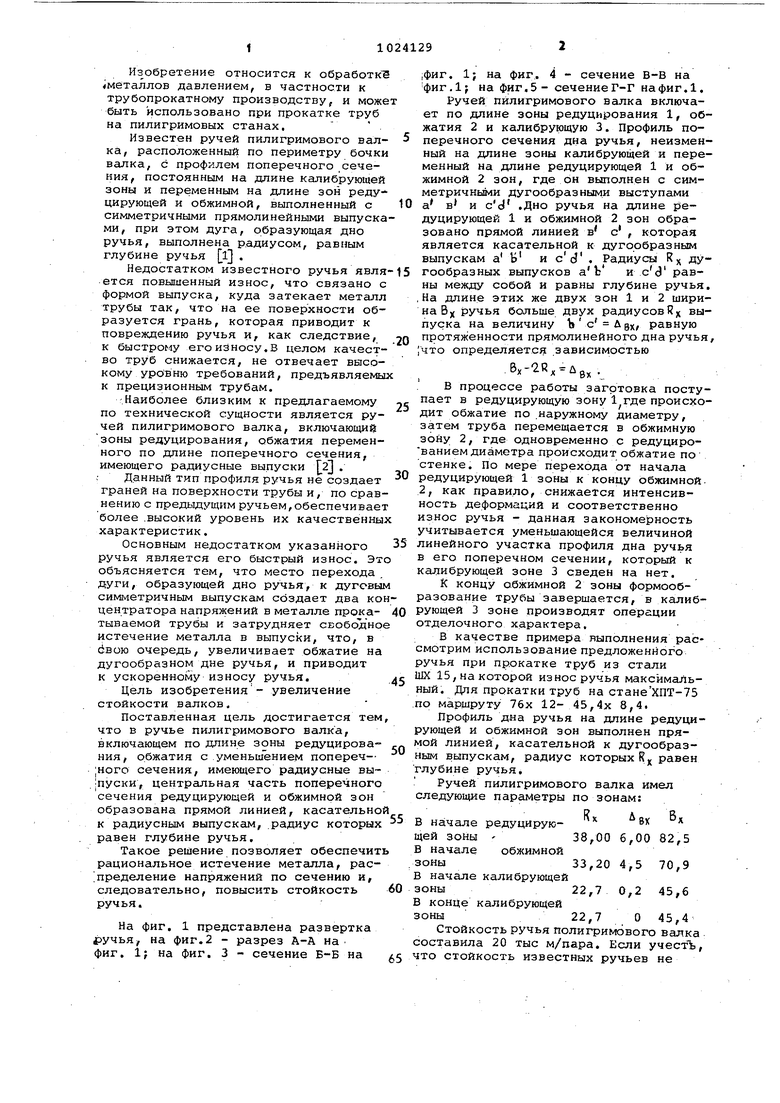

| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
РУЧЕЙ ПОШГРИМОВОГО ВАЛКА, включающий по длине зоны рудуцирования, обжатия с уменьшением поперечного сечения, имеющего радиусные выпуски, отличающийся тем, что, с целью увеличения стойкости валков, центральная часть поперечного сечения радуцирующей и обжимной зон образована прямой линией, касательной к радиусным выпускс1М, радиус которых райен глубине ручья.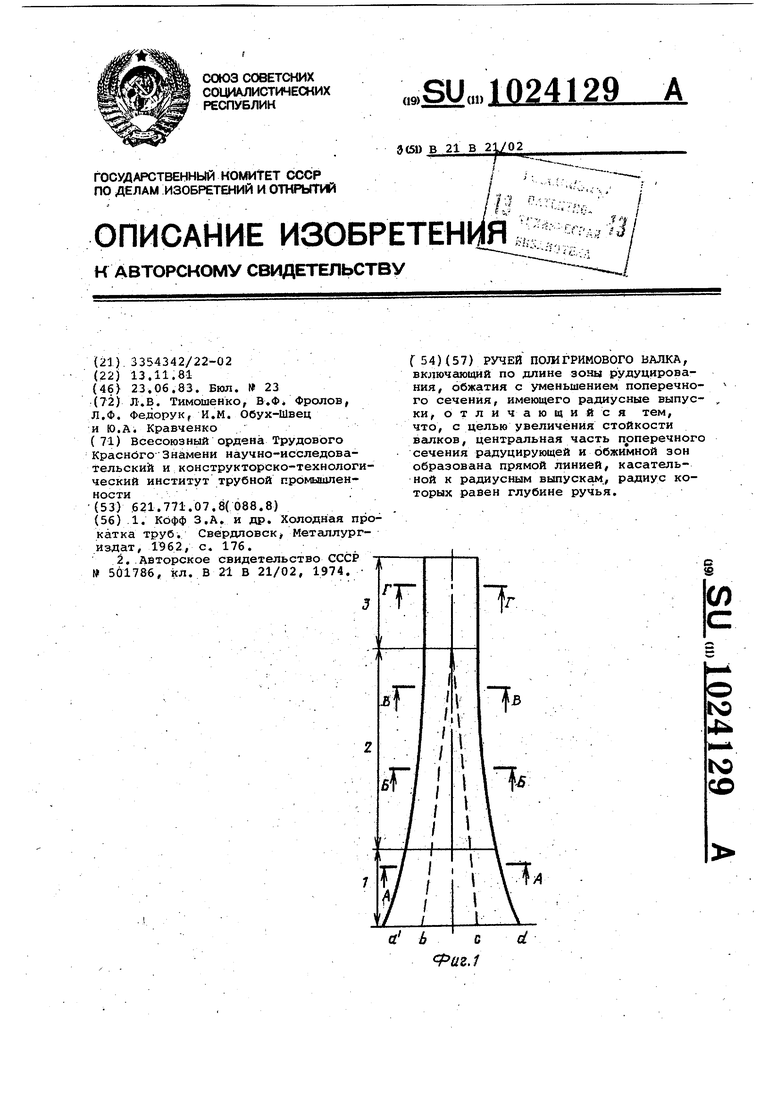
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кофф З.А, и др | |||
| Холодная п катка труб | |||
| Свердловскj Металлург излат, 1962, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ручей пилигримового валка | 1974 |
|
SU501786A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| иг | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
