(54) РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ
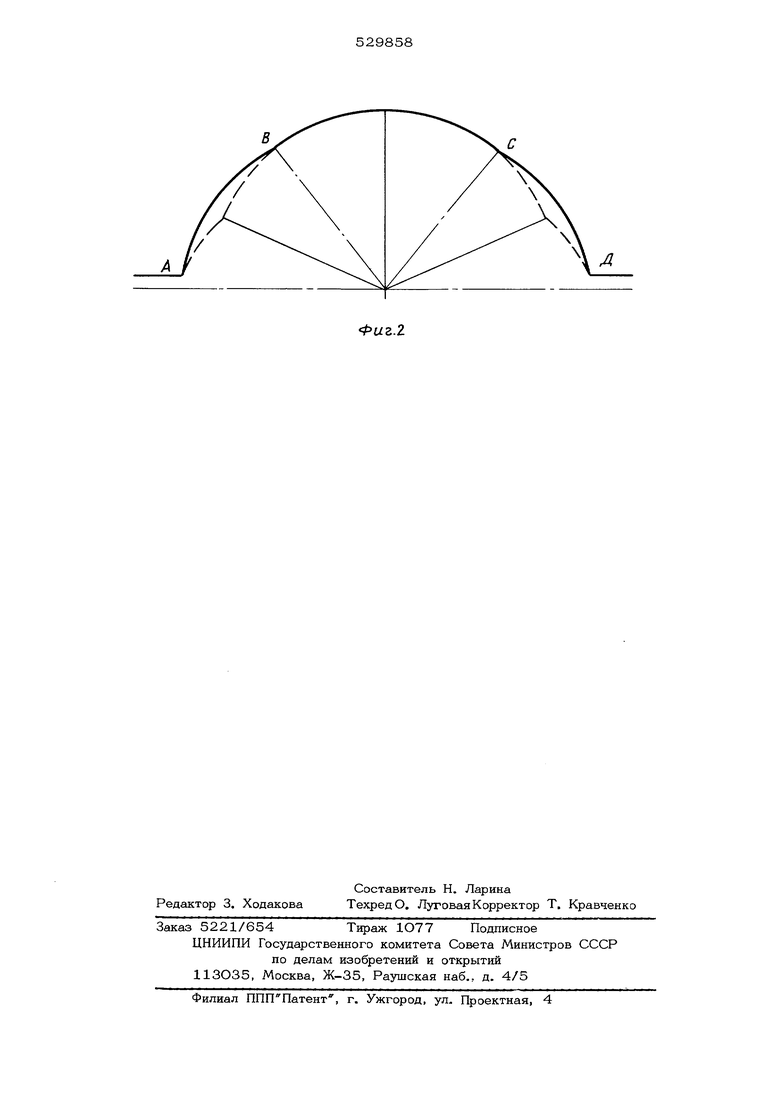
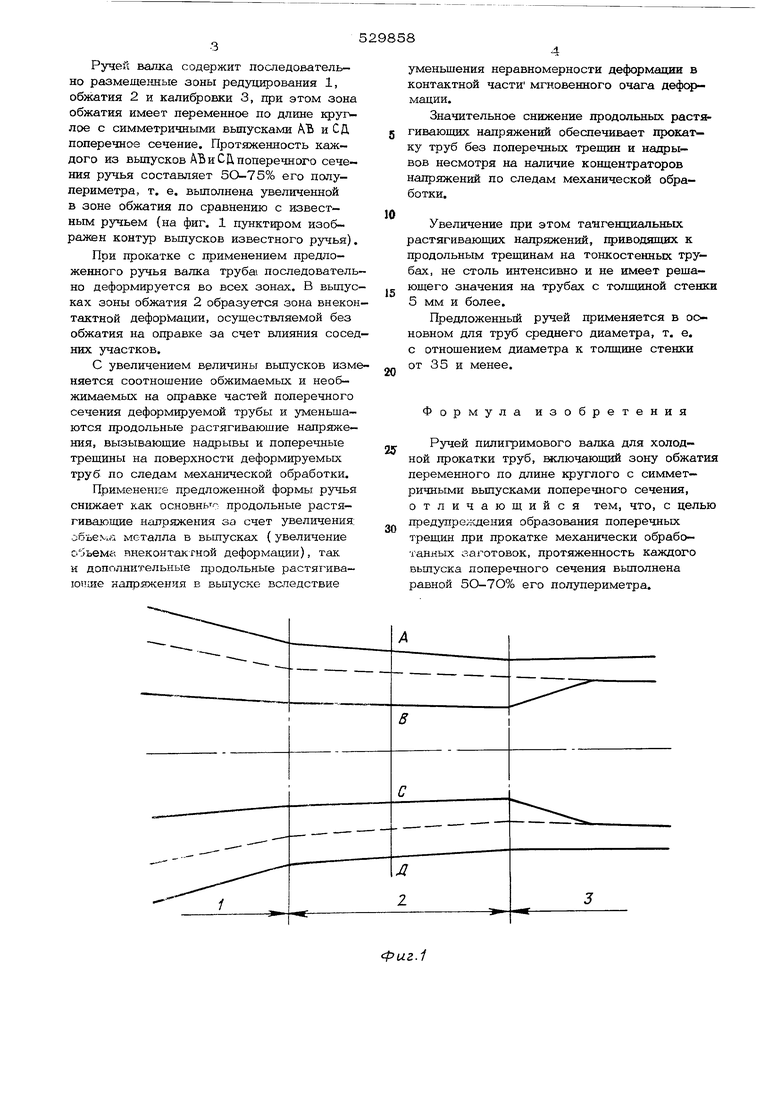
Ручей валка содержит последовательно разме1це1жые зоны редуцирования 1, обжатия 2 и калибровки 3, при этом зона обжатия имеет переменное по длине 1фуг лое с симметричными вьшусками АЬ и СД поперечное сечение. Протяженность каждого из вьшусков АЪ и СIX поперечного сечения ручья составляет 5О-75% его полупериметра, т, е. вьшолнена увеличенной в зоне обжатия по сравнению с известным ручьем (на фиг, 1 пунктиром изображен контур вьшусков известного ручья).
При прокатке с применением предложенного ручья валка труба1 последовательно деформируется во всех зонах. В вьшусках зоны обжатия 2 образуется зона внекон- тактной деформации, осуществляемой без обжатия на оправке за счет влияния соседних участков.
С увеличением величины вьшусков изменяется соотношение обжимаемых и необ- жимаемых на оправке частей поперечного сечения деформируемой трубы и уменьшаются продольные растягивающие напряжения, вызывающие надрывы и поперечные трещины на поверхности деформируемых труб по следам механической обработки.
Применение предложенной формы ручья снижает как основньто продольные растягивающие напряжения за счет увеличения: oobeNia металла в выпусках ( увеличение объема внеконтак г ной деформации), так и дополнительные продольные растягива- юпще напряжения в выпуске вследствие
уменьщения неравномерности деформации в контактной части мгновенного очага деформации.
Значительное снижение продольных растягивающих напряжений обеспечивает прокат- ку труб без поперечных трещин и надрывов несмотря на наличие концентраторов напряжений по следам механической обработки.
Увеличение при этом тангенциальных растягивающих напряжений, приводящих к продольным трещинам на тонкостенных трубах, не столь интенсивно и не имеет рещающего значения на трубах с толщиной стен 5 мм и более.
Предложенный ручей применяется в основном для труб среднего диаметра, т. е. с отношением диаметра к толщине стенки от 35 и менее.
Формула изобретения
Ручей пилигримового валка для холодной прокатки труб, ыслючающий зону обжатия переменного по длине круглого с симметричными вьшусками поперечного сечения, отличающийся тем, что, с целью предупреждения образования поперечных трещин при прокатке механически обработанных заготовок, протяженность каждого вьшуска поперечного сечения вьшолнена равной 5О-7О% его полупериметра.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Ручей пилигримового валка | 1974 |
|
SU501786A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Ручей пилигримового валка | 1976 |
|
SU603445A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |