1
Изобретение относится к устройствам для обработки металлов давлеиием и может быть использовано в машиностроительной промышленности для клеймения крупногабаритных деталей.
Известно устройство для клеймения, содержащее установленную в корпусе разборную кассету с набором клейм, размещенных с возможностью рабочего осевого перемещения под действием ролика, связанного со штоком силового цилиндра, а также механизм перемещения ролика вдоль набора клейм, перпендикулярно их оси.
Недостатком этого устройства является низкая стойкость клейм.
С целью повышения долговечности клейм и улучшения качества клеймения предлагаемое устройство снабжено смонтированной в корпусе подпружиненной дифференциальной подвеской с подпружиненными направляющими, на которой закреплена кассета, при этом клейма выполнены различными по высоте и расположены нисходящими ступенями в зоне контакта с роликом.
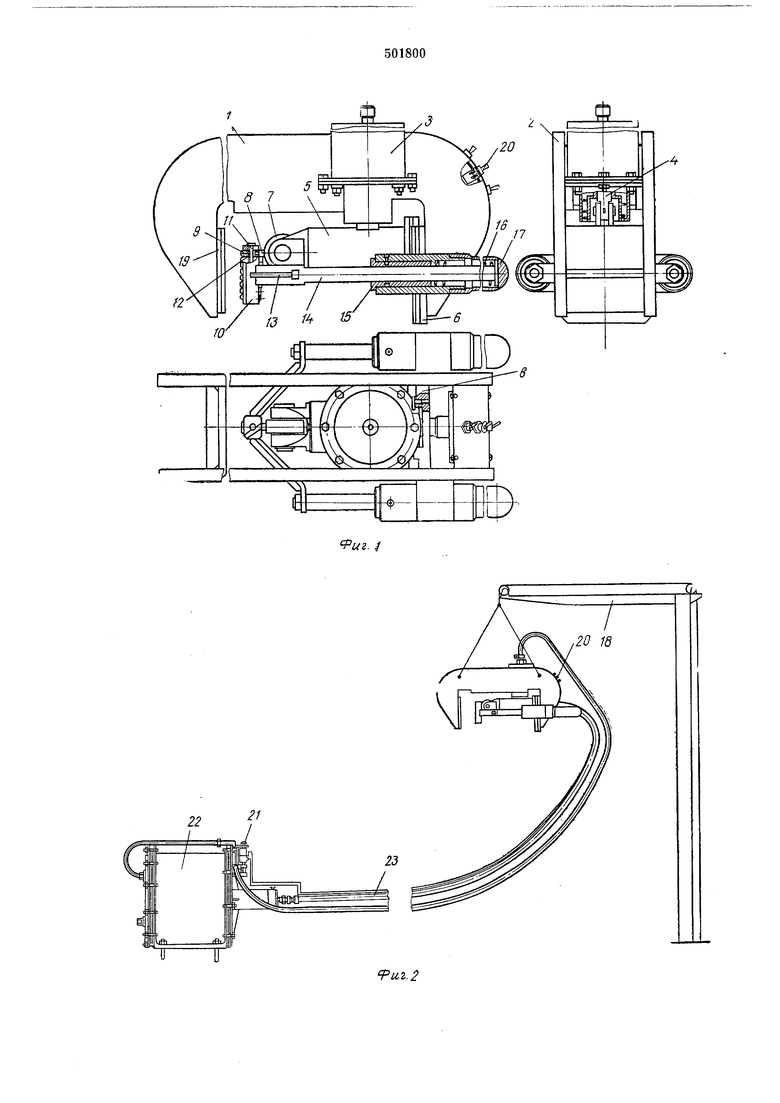
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, пульт управления.
Корпус 1 в виде гидроскобы 2 выполнен из двух соединенных металлических скоб, между которыми смонтирован пневматический цилиндр 3. Его шток 4 шарнирно соединен с корпусом подвижного гидроцилиндра 5, способного перемещаться вертикально по направляющим 6, закрепленным на корпусе 1.
На нижнем конце цилиндра 5 закреплен ролик 7, постоянно взаимодействующий с наконечниками 8 клейм 9, размещенных в подвижной кассете 10 с помощью шпильки 11.
Каждое клеймо имеет овальное отверстие 12, позволяющее свободно устанавливаться
каждому клейму в нужном положении. Кассета 10 кронштейнами 13 жестко соединена со штангами 14, расположенными в направляющих втулок 15, выполненных за одно целое со скобами. Каждая штанга нагружена пружиной 16 так, что кассета 10, перемещаясь, прижимается к ролику 7 гидроцилиндра 5. Положение каждой штанги регулируется гайками 17. Наконечники 8 имеют разную высоту, благодаря чему при соприкосновении клейм 9 с
поверхностью детали, наконечники располагаются нисходящими ступенями строго определенной величины, регламентируемой деформацией метала при клеймении.
Гидроскоба 2 на рабочем месте подвешивается на балансире консольной балки 18, при этом опорная плита 19 должна располагаться вертикально. Для включения пневмоцилиндра 3 и гидроцилиндра 5 пользуются пультом управления 20 с тумблерами, соединенными
электрическими цепями с электромагнитными
вентилями 21, которые смонтированы на пневмогидроусилителе 22.
Устройство работает следующим образом.
Гидроскоба 2 устанавливается на верхний прилив автосцепки так, чтобы опорная плита 19 уперлась в прилив автосцепки, а концы клейм расположились бы с другой стороны прилива.
При включении одного из тумблеров пульта управления 20 сжатый воздух через электромагнитные вентили 21 впускается в пневматическую часть пневмогидроусилителя 22. При этом масло с высоким давлением из гидравлической части пневмогидроусилителя по шла«гу 23 поступает в гидроцилиндр 5, плунжер которого, перемещаясь (влево по чертежу) , нажимает на кассету, перемещая ее до соприкосновения концов клейм 9 с поверхностью детали. Затем давление в гидроцилиндре 5 поБыщается до расчетной величины, необходимой для нанесения одного знака клейма. После включения другого тумблера сжатый воздух через один из электромагнитных вентилей 21 подается в пневмоцилиндр 3. Медленно перемещаясь его порщень передвигает гидроцилиндр.
В этом случае ролик 7 перекатывается по наконечнику 8 одного клейма, нажимает на него и передвигает на глубину рабочей части клейма (цифры). При этом на:конечник займет одинаковый уровень с рядом лежащим по движению ролика наконечником. Тем самым нагрузка от гидроцилиндра нормально передается на клеймо, не перекащивая его, а следовательно, и не выкрашивает преждевременно его рабочих кромок.
Таким образом, при постепенном перемещении гидроцилиндра его ролик последовательно взаимодействует с каждым клеймом в кассете 10 и происходит последовательное непрерывное нанесение отпечатков клейм, которые могут свободно устанавливаться в кассете в нужное рабочее положение. 5 При нереключении тумблеров пневмоцилиндр срабатывает в режиме всасывания, его порщень, перемещаясь в обратном направлении, вместе с порщнем гидравлической части создают разряжение в гидросистеме, благодаря чему норщень гидроцилиндра 5 под действием разряжения и усилия пружин 16 неремещается в исходное положение. Перепусканием сжатого воздуха в пневмоцилиндре 3, его порщень заставляют двигаться в обратную
5 сторону, при этом гидроцилиндр поднимается вверх.
Далее работа устройства повторяется. Мелкие детали, например, предохранитель, замок и т. д. целесообразно вручную устанавливать
0 в гидроскобу.
Формула изобретенИ я
Устройство для клеймения деталей, содержащее установленную в корпусе разборную кассету с набором клейм, размещенных с возможностью рабочего осевого перемещения под действием ролика, связанного со штоком силового цилиндра, а также механизм перемещения ролика вдоль набора клейм перпендикулярно их оси, отличающееся тем, что, с целью новышення долговечности клейм и улучшения качества клеймения, оно снабжено смонтированной в корпусе подпружиненной 5 дифференциальной подвеской с подпружиненными нанравляющими, на которой закреплена кассета, при этом клейма выполнены различными по высоте и расположены нисходящими ступенями в зоне контакта с роликом.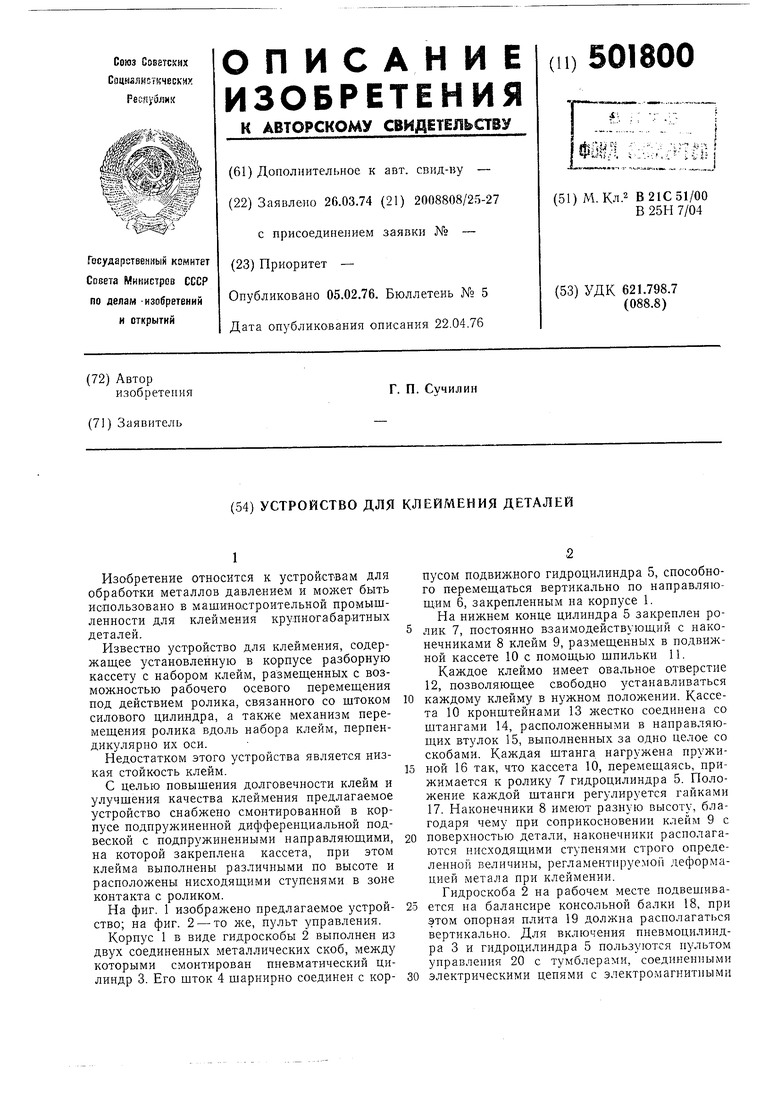
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| МАРКИРОВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU262663A1 |
| Устройство для клеймения | 1974 |
|
SU531592A1 |
| Устройство для клеймения труб | 1975 |
|
SU538759A1 |