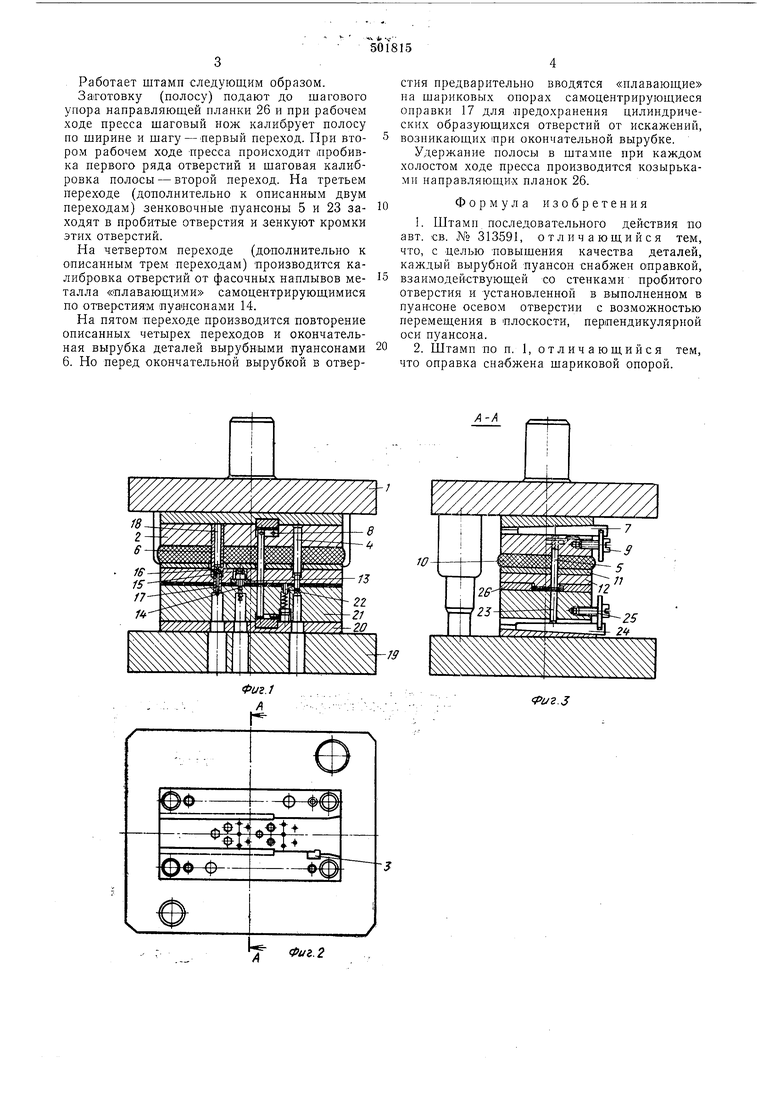
Работает штамп следующим образом.
Заготовку (полосу) подают до шагового упора направляюш,ей планки 26 и при рабочем ходе пресса шаговый пож калибрует полосу по ширине и шагу -Первый переход. При втором рабочем ходе пресса происходит пробивка первого ряда отверстий и шаговая калибровка полосы - второй переход. На третьем переходе (дополнительно к описанным двум переходам) зенковочные пуансоны 5 и 23 заходят в пробитые отверстия и зенкуют кромки этих отверстий.
На четвертом переходе (дополнительно к описанным трем переходам) производится калибровка отверстий от фасочных наплывов металла «плавающими самоцентрирующимися по отверстиям пуансонами 14.
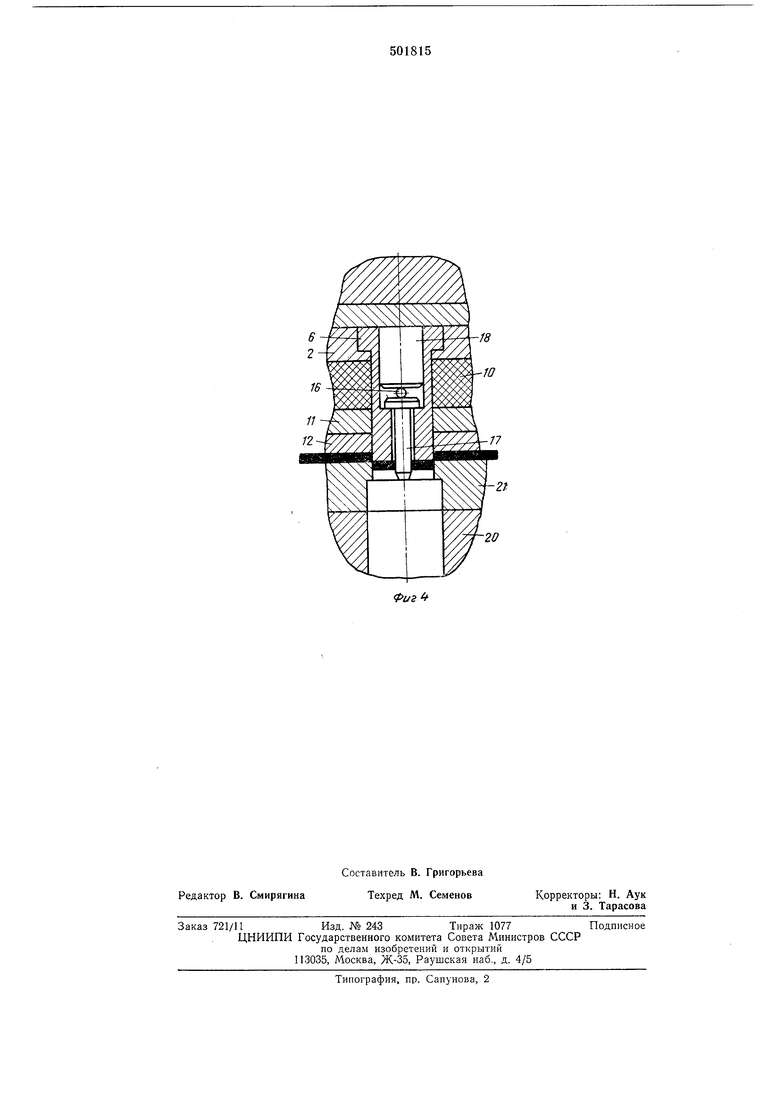
На пятом переходе производится повторение описанных четырех переходов и окончательная вырубка деталей вырубными пуансонами 6. Но перед окончательной вырубкой в отверстия предварительно вводятся «плавающие на шариковых опорах самоцентрирующиеся оправки 17 для предохранения цилиндрических образующихся отверстий от искажений, возникающих при окончательной вырубке.
Удержание полосы в штампе при каждом холостом ходе пресса производится козырьками направляющих планок 26.
Формула изобретения
1. Штамп последовательного действия по авт. св. № 313591, отличающийся тем, что, с целью повышения качества деталей, каждый вырубной пуансон снабжен оправкой,
взаимодействующей со стенками пробитого отверстия и установленной в выполненном в пуансоне осевом отверстии с возможностью перемещения в плоскости, перпендикулярной оси пуансона.
2. Штамп по п. 1, отличающийся тем, что оправка снабжена шариковой опорой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1971 |
|
SU313591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |