1
Изобретение относится к литейному производству и может быть использовано преимущественно для совершенствования технологической оснастки для центробежных машин.
Известна центробежная литейная многосекционная форма.
В такой форме все секции как цри заполнении их жидким металлом, так и в процессе кристаллизации отливок, являются сообщаюШ И.мис.я сосудами, поэтому в одной форме нельзя получить одновременно несколько отливок с различными внутренними диаметрами (отливки изготовляются только одного внутреннего диаметра).
Целью изобретения является увеличение номенклатуры получаемых отливок.
Поставленная цель достигается вьшолнением поперечных перегородок с центровыми отверстиями диаметрами, иоследовательно увеличивающимися от крышки к торцовой части изложницы, в которой симметрично относительно геометрической оси формы расположены сквозные отверстия, а против каждого из них установлен брызгоуловитель.
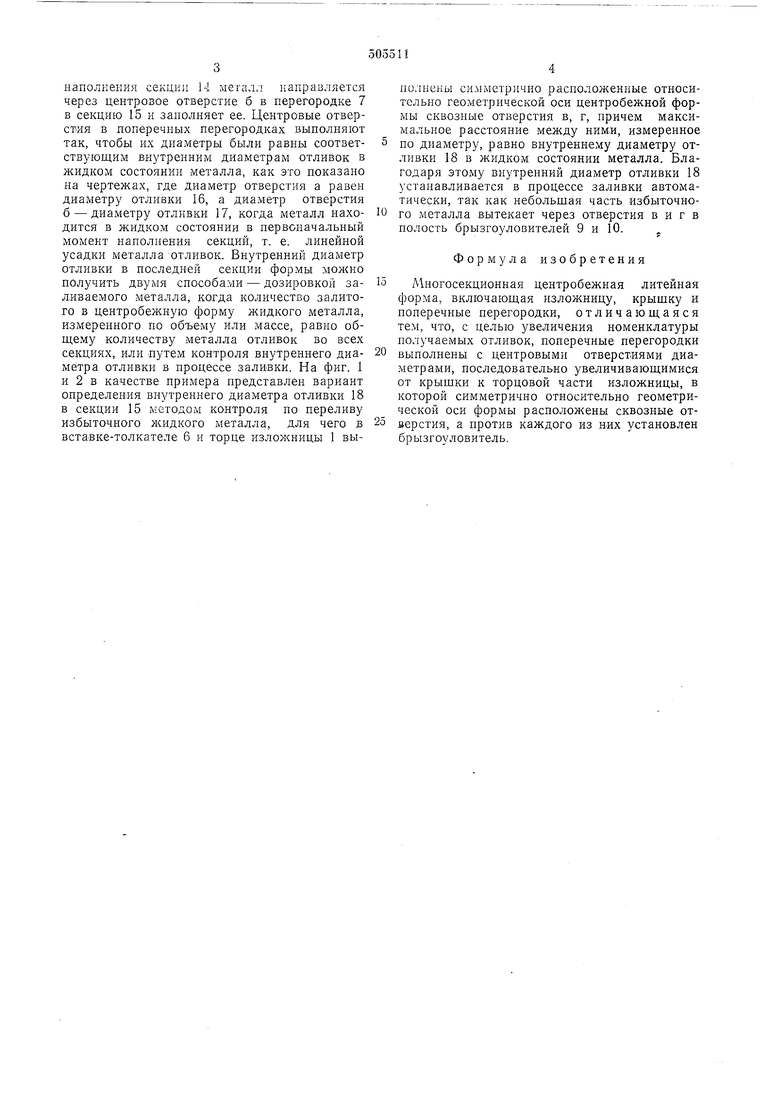
На фиг. 1 изображена литейная форма в процессе заполнения жидким металлом, продольно-осевой разрез; на фиг. 2 - то же, после заполнения жидким металлом.
Многосекционная центробежная литейная форма состоит из изложницы 1, крышки 2,
продольных вставок 3, 4 и 5, вставки-толкателя 6, поперечных секционных перегородок 7 и 8, брызгоуловителей 9 и 10, штока 11 и заливочного желоба 12. В качестве примера на
чертежах представлена трехсекционная центробежная форма с горизонтальной осью вращения. В производственных условиях количество секций формы обусловливается практическими потребностями и технологическими особенностями производства.
В изложницу 1 вставляют последовательно вставку-толкатель 6 со штоком 11, вставку 3, перегородку 7, вставку 5, закрепляют крышку 2 и вводят в форму л ;елоб 12, после чего форму приводят во вращение и заливают жидкий металл. Перегородки 7 и 8 располагают в форме так, что диаметры центровых отверстий увеличивают последовательно по длине формы, начиная со стороны заливки.
Механизм заполнения формы жидким металлом следующий.
Сначала заполняют ближайшую к крышке секцию 13, а затем металл через центровое отверстие а в перегородке 8 поступает н секцию 14, причем для спокойного поступления металла из секции 13 в секцию 14 и предупреждения выбросов его из форм через центровое отверстие в крышке 2 диаметр отверстия а должен быть несколько больше диаметра центрового отверстия в крышке 2. После
наполкения секции 14 металл направляется через центровое отверстие б в церегородке 7 в секцию 15 и заполняет ее. Центровые отверстия в поперечных перегородках выполняют так, чтобы их диаметры были равны соответствующим внутренним диаметрам отливок в жидком состоянии металла, как это показано на чертежах, где диаметр отверстия а равен диаметру отливки 16, а диаметр отверстия б-диаметру отливкн 17, когда металл находится в жидком состоянии в первоначальный момент наполнения секций, т. е. линейной усадки металла отливок. Внутренний диаметр отливки в последней секции формы можно получить двумя способами - дозировкой заливаемого металла, когда количество залитого в центробежную форму жидкого металла, измеренного но объему или массе, равно общему количеству металла отливок во всех секциях, или путем контроля внутреннего диаметра отливкн в процессе заливки. На фиг. 1 и 2 в качестве примера представлен вариант определения внутреннего диаметра отливки 18 в секции 15 методом контроля но переливу избыточного жидкого металла, для чего д вставке-толкателе 6 и торце изложницы 1 выполнены симметрично расположенные относительно геометрнческой оси центробежной формы сквозные отверстия в, г, причем максимальное расстояние между ним.и, измеренное но диаметру, равно внутреннему диаметру отливкн 18 в жидком состоянии металла. Благодаря этому внутренний диаметр отливки 18 устанавливается в процессе заливки автоматически, так как небольшая часть избыточного металла вытекает через отверстия в и г в полость брызгоуловителей 9 и 10.
Формула изобретения
Многосекционная центробежная литейная форма, включающая изложницу, крышку и поперечные перегородки, отличающаяся тем, что, с целью увеличения номенклатуры нолучаемых отливок, поперечные перегородки выполнены с центровыми отверстиями диаметрами, последовательно увеличивающимися от крышки к торцовой части изложницы, в которой симметрично относительно геометрической оси формы расположены сквозные отверстия, а против каждого из них установлен брызгоуловитель.
Жидкий металл
Фиг г
| название | год | авторы | номер документа |
|---|---|---|---|
| Многосекционная центробежная литейная форма | 1976 |
|
SU655470A1 |
| Многосекционная центробежная форма | 1978 |
|
SU789229A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Центробежнолитейная горизонтальная установка | 1980 |
|
SU921672A1 |
| Установка для центробежного литья | 1986 |
|
SU1337190A1 |
| Центробежная литейная установка | 1980 |
|
SU996081A1 |
| Многосекционная центробежная форма | 1976 |
|
SU603490A1 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| Устройство для получения втулок в центробежной изложнице | 1991 |
|
SU1822369A3 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |

