1
Изобретение относится к термической обработке изделий.
В основном авт. св. № 392114 известно устройство для индукционного нагрева изделия с криволинейной поверхностью, содержащее индуктор и фиксирующий ролик с механизмом перемещения в виде микрометрического винта и зубчатых горизонтальной и вертикальных реек. Индуктор связан с вертикальными рейками для синхронного повторения перемещения ролика. Благодаря этому при закалке криволинейных поверхностей тел вращения меледу индуктором и закаливаемой поверхностью сохраняется постоянный зазор.
Однако такое устройство обеспечивает закалку только зубчатых (шлицевых) прямобочных валов. Закалка же зубчатых эвольвентных валов и косозубых цилиндров шестерен невозмолсна, так как фиксирующий ролик в известном устройстве расположен постоянно под углом 90° к индуктору и изменение его положения конструкцией не предусмотрено.
Цель изобретения - расширение технологических возможностей известного устройства и обеснечение контурной закалки всего диапазона зубчатых деталей.
Это достигается тем, что устройство снабжено дополнительным корпусом, в котором размещены горизонтальные рейки, шарнирно
связанные с корнусом вертикальной рейкой, а их шарнирное соединение снабжено фиксирующим зажимом.
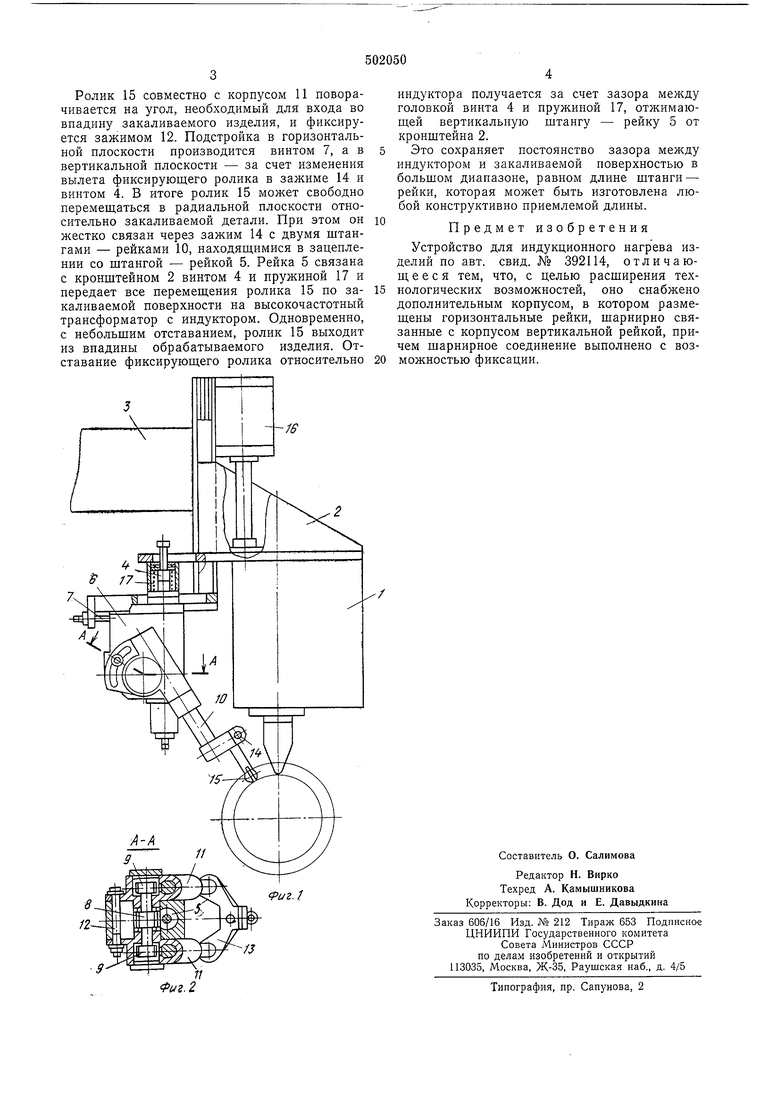
На фиг. 1 изображенр предлагаемое устройство, общий вид; на фиг. 2 - разрез по А - А на фиг. 1.
Высокочастотный трансформатор с индуктором 1 закреплен на кронштейне 2, выполненном с возможностью вертикального перемещения по направляющей основания 3. Кронштейн связан микрометрическим винтом 4 с вертикальной штангой - рейкой 5, находящейся в корпусе 6. Корпус закреплен в направляющих оснований и имеет горизонтальное перемещение от микрометрического винта 7. Вертикальная щтанга - рейка находится в зацепленин с валом-шестерней 8, на концах которой закреплены две шестерни 9, связанные с двумя штангами - рейками 10, расположенными в корпусе 11. Для фиксации корпуса имеется винтовой зажим 12. Штанги - рейки связаны планкой 13, на которой посредством тангенциального зажима 14 установлен фиксирующий ролик 15. На основании 3
закреплен пневмодилиндр 16, связанный с кронштейном 2, который с определенным зазором, компенсируемым пружиной 17, соединен с вертикальной штангой - рейкой. Работа устройства осуществляется следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ | 1973 |
|
SU392114A1 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1981 |
|
SU1002180A2 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Станок для изготовления бортовых крыльев покрышек пневматических шин | 1989 |
|
SU1593972A1 |
| Устройство кривовязюка для загрузки листового материала на каретку | 1980 |
|
SU912351A1 |
| Устройство для термической резки | 1974 |
|
SU564113A1 |
