1
Известен станок для заточки твердосилавных инструментов, например резцов, на станине которого смонтирован резцедержатель и шлифовальная головка.
Цель изобретения - повышение прризводительности труда за счет установки двух шлифовальных кругов на одной оси.
Для этого в предлагаемом станке шлифовальные круги установлены с возможностью обработки илоскостей и стружколомной канавки резца за один проход, причем шлифовальный круг для обработки стружколомиой канавки расположен перед шлифовальным кругом для обработки плоскостей. Кроме того, для подточки державки резца станок снабжен шпинделем с фрезой, установленным на станине перед шлифовальными кругами.
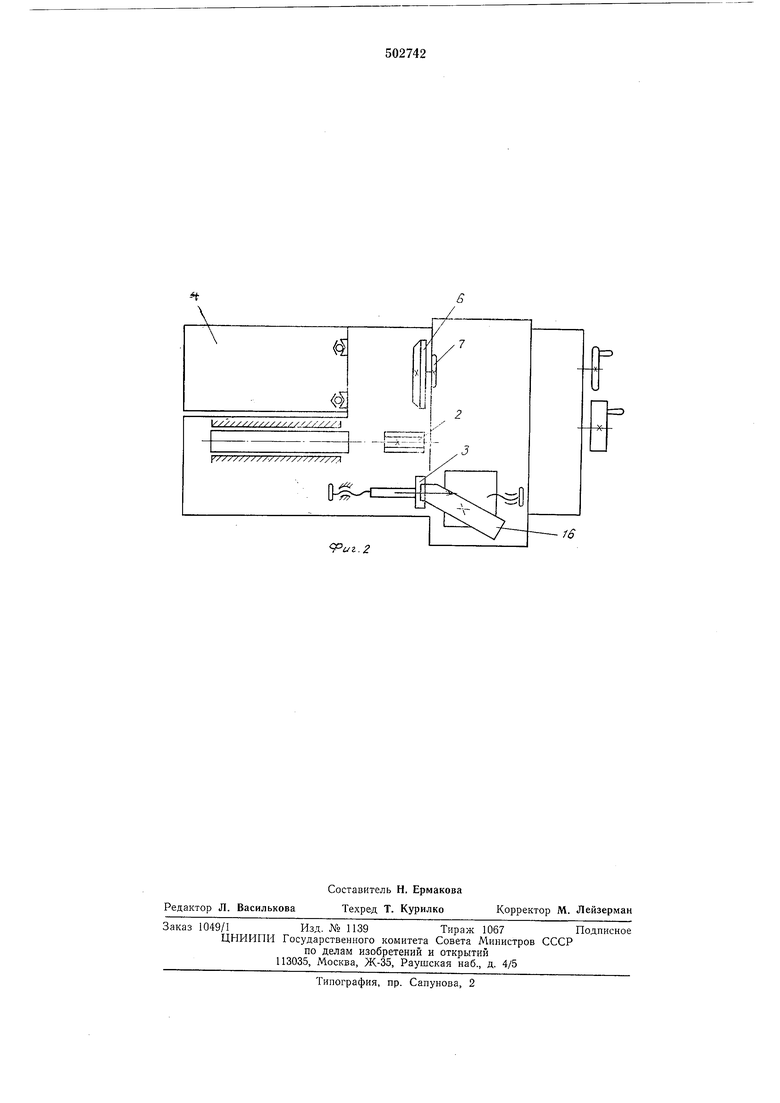
На фиг. 1 показан предлагаемый станок, обш,ий вид; иа фиг. 2 - то же, вид в илане.
Станок состоит из станины 1, на которой установлен шпиндель с фрезой 2 и упор 3. Сзади станины на шариковых направляюш,их установлена колонна 4 с вмонтированным шлифовальным шпинделем 5, на .котором установлен алмазный чашечный круг 6 для затачивания плоскостей и круг 7 для шлифования стружколомной канавки. На передней части станины на шариковых направляюш,их 8 установлен стол 9. на котором смонтирован
резцедержатель 10. Привод врашения фрезы 2 и алмазных кругов 6 и 7 осушествляется от электродвигателя 11. При помоши рукоятки 12, конической пары 13 и винтовой пары 14 производится настройка на глубину стружколомпой канавки.
С целью получения оптимального расхода алмазного круга при заточке задней грани шпиндель 15 фрезы 2 наклонен на необходимый угол относительно оси шпинделя 5 алмазного круга 6. Этот угол равен разности углов заточки державки и твердосплавной пластины. При этом примененный алмазный круг на металлической связке допускает обработку твердосплавной пластины с небольшим касанием по державке.
Фрезерный 15 и шлифовальный 5 шпиндели установлены таким образом, что расств ние в горизонтальной плоскости меледу рабочими
поверхностями упора 3, фрезы 2 и алмазиого круга для заточки плоскостей 6 соответственно равны величинам съема материала державки и материала твердосплавной пластины.
Расстояние в вертикальной плоскости между рабочими поверхностями упора 3 и алмазного круга для шлифования стружколомной канавки равно величине съема канавки - ее глубине.
.2
16

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Устройство для шлифования стружко- лОМАющиХ KAHABOK HA РЕзцАХ | 1978 |
|
SU835715A1 |
| Станок для образования стружколомающей лунки на резце | 1979 |
|
SU1186457A1 |
| Устройство для шлифования стружколомающих канавок на резцах | 1978 |
|
SU918033A1 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ОПОРНЫХ ТОРЦОВ ТВЕРДОСПЛАВНЫХ ПЛАСТИН | 1967 |
|
SU205634A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |