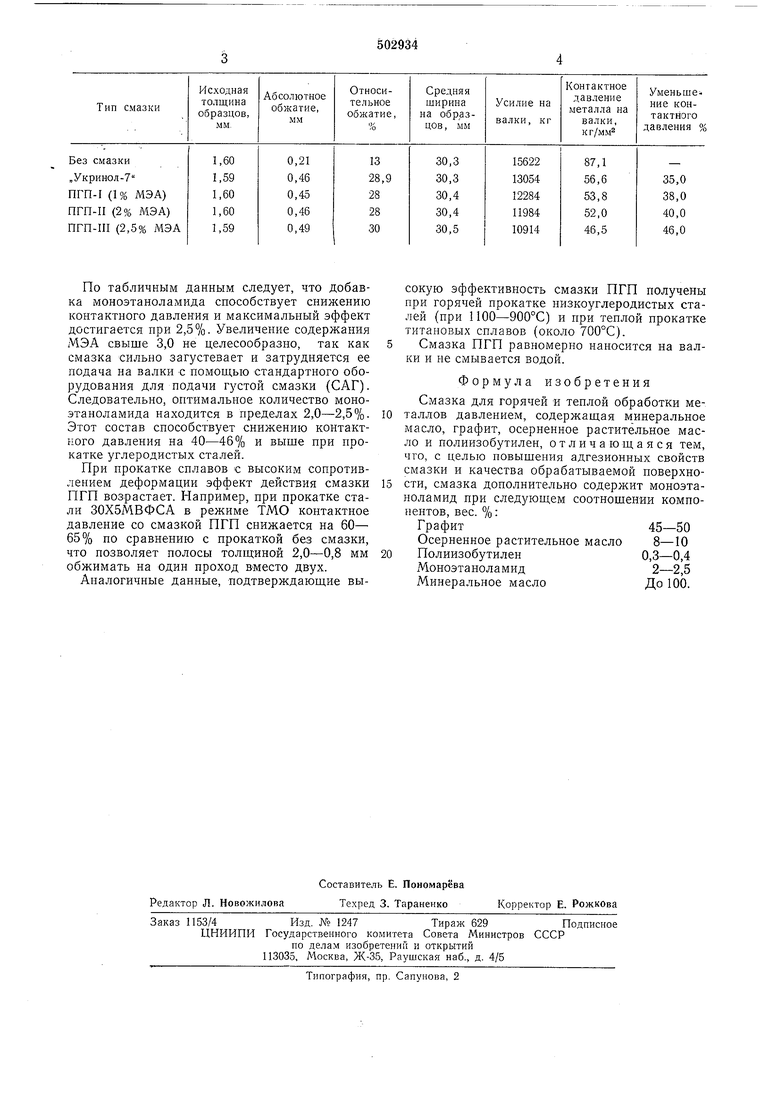
По табличным данным следует, что добавка моноэтаноламида способствует снижению контактного давления и максимальный эффект достигается при 2,5%. Увеличение содержания МЭА свыше 3,0 не целесообразно, так как смазка сильно загустевает и затрудняется ее подача на валки с помощью стандартного оборудования для подачи густой смазки (САГ). Следовательно, оптимальное количество моноэтаноламида находится в пределах 2,0-2,5%. Этот состав способствует снижению контактного давления на 40-46% и выше при прокатке углеродистых сталей.
При прокатке сплавов с высоким сопротивлением деформации эффект действия смазки ПГП возрастает. Например, при прокатке стали ЗОХ5МВФСА в режиме ТМО контактное давление со смазкой ПГП снижается на 60- 65% по сравнению с прокаткой без смазки, что позволяет полосы толщиной 2,0-0,8 мм обжимать на один проход вместо двух.
Аналогичные данные, подтверждающие высокую эффективность смазки ПГП получены при горячей прокатке низкоуглеродистых сталей (при 1100-900°С) и при теплой прокатке титановых сплавов (около 700°С). Смазка ПГП равномерно наносится на валкн и не смывается водой.
Формула изобретения
Смазка для горячей и теплой обработки металлов давлением, содержащая минеральное масло, графит, осерненное растительное масло и нолиизобутилен, отличающаяся тем, что, с целью повышения адгезионных свойств смазки и качества обрабатываемой поверхности, смазка дополнительно содержит моноэтаноламид при следующем соотношении компонентов, вес. %:
Графит45-50
Осерненное растительное масло 8-10 Полиизобутилен0,3-0,4
Моноэтаноламид2-2,5
Минеральное маслоДо 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU891760A1 |
| Покрытие металла перед горячей обработкой давлением | 1977 |
|
SU652228A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Способ смазки | 1982 |
|
SU1062467A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2477307C2 |
| Смазочная композиция для тяжелонагруженных узлов трения | 1988 |
|
SU1616973A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
