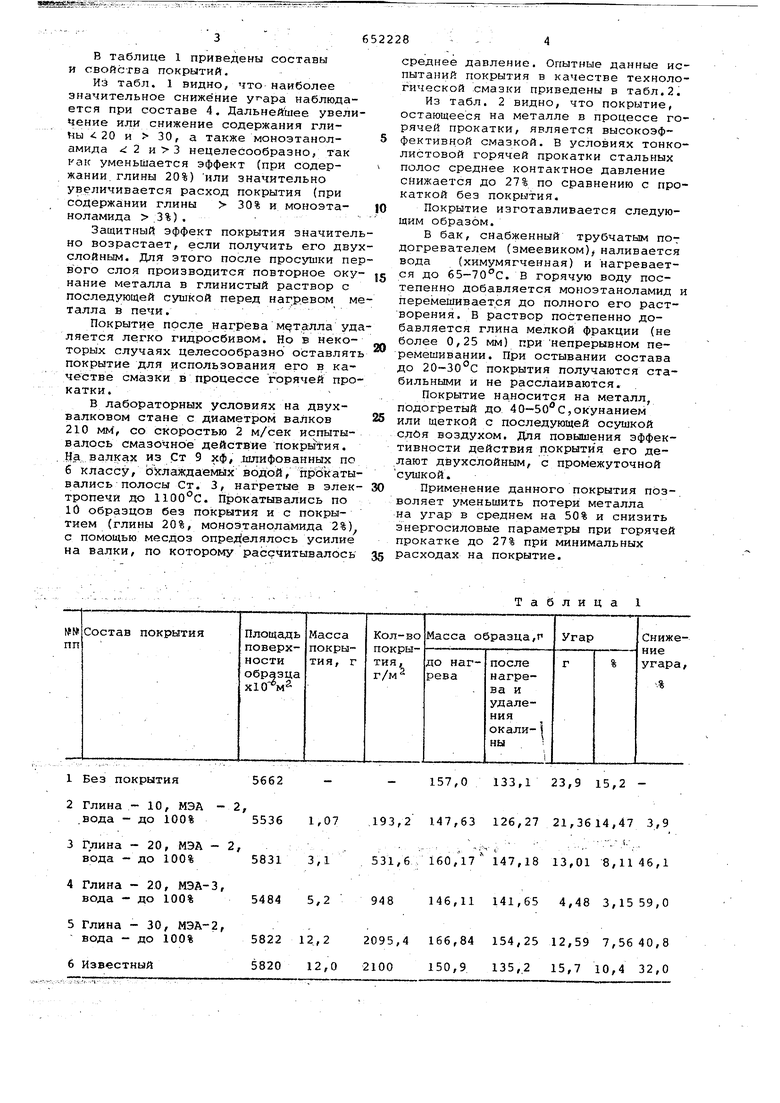
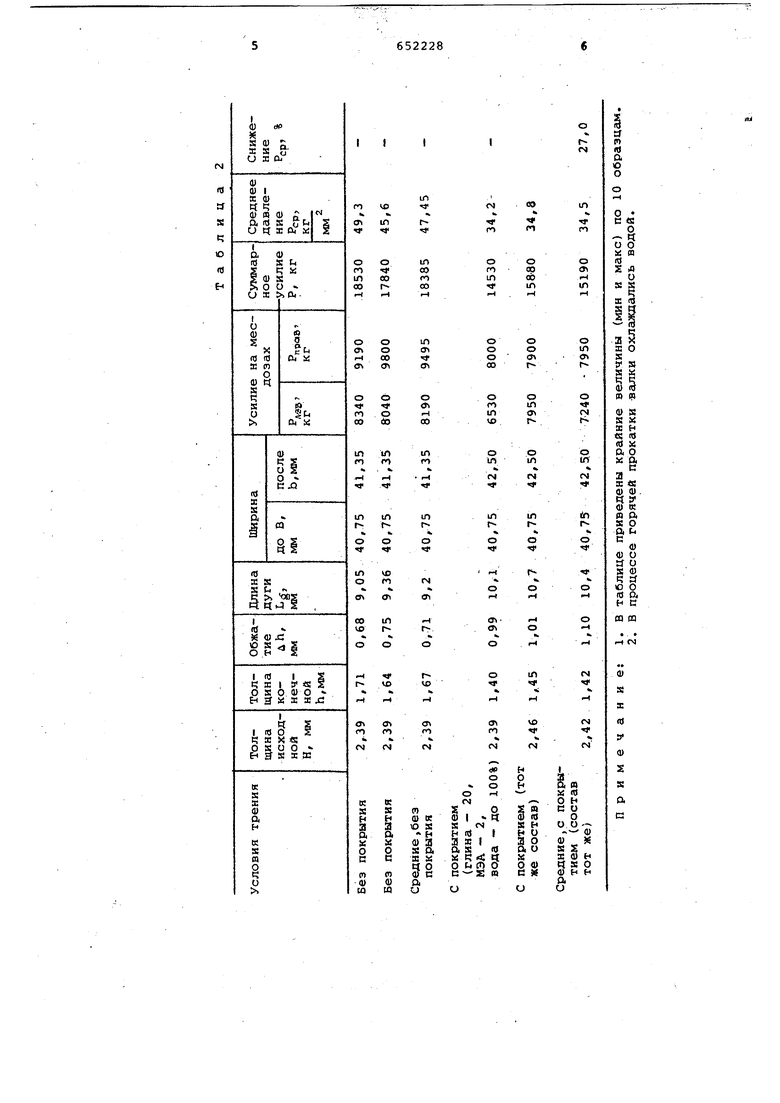
В таблице 1 приведены составы и свойства покрытий. Из табл. 1 видно, что наиболее значительное снижение наблюдается при составе 4. Дальнейшее увеличение или снижение содержания с 20 и 30, а также моноэтаноламида : 2 и 3 нецелесообразно, так как уменьшается эффект (при содержании, глины 20%) или значительно увеличивается расход покрытия (при содержании глины 30% и моноэтаноламида .3%) . Защитный эффект покрытия значитель но возрастает, если получить его двух слойным. Для этого после просушки пер вого слоя производится повторное окунание металла в глинистый раствор с последующей сушкой перед нагревом ме талла в печи. - . Покрытие после нагрева металла уд ляется легко гидросбивом. Но в некоторых случаях целесообразно оставлять покрытие для использования его в качестве смазки в процессе горячей прокатки. В лабораторных условиях на двухвалковом стане с диаметром валков 210 мм, со скоростью 2 м/сек испытывалось смазочное действие покрытия. На валках из Ст 9 хф, .шлифованных по б классу, Ьхлаждаемых водой, прЬкаты вались полосы Ст. 3, нагретые в элек тропечи до . Прокатывались по 10 образцов без покрытия и с покрытием (глины 20%, моноэтаноламида 2%) с помощью месдоз опред елялось усилие на валки, по которому рассчитывалось
Таблица 1 среднее давление. Опытные данные испытаний покрытия в качестве технологической смазки приведены в табл.2. Из табл. 2 видно, что покрытие, остающееся на металле в процессе горячей прокатки, является высокоэффективной смазкой. В условиях тонколистовой горячей прокатки стальных полос среднее контактное давление снижается до 27% по сравнению с прокаткой без покрытия. Покрытие изготавливается следующим образом. В бак, снабженный трубчатым по7 догревателем (змеевиком) наливается вода (химумягченная) и нагревается до б5-70 С. В горячую воду постепенно добавляется моноэтаноламид и перемешивается до полного его растворения. В раствор постепенно добавляется глина мелкой фракции (не более 0,25 мм) при непрерывном перемешивании. При остывании состава до 20-30 с покрытия получаются стабильными и не расслаиваются. Покрытие на носится на металл, подогретый до 40-50 С,окунанием или щеткой с последующей осушкой слйя воздухом. Для повышения эффективности действия покрытия его делают двухслойным, с промежуточной сушкой. Применение данного покрытия поз-, воляет уменьшить потери металла на угар в среднем на 50% и снизить энергосиловые параметры при горячей прокатке до 27% при минимальных расходах на покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU574462A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для теплой прокатки металлов | 1976 |
|
SU636248A1 |
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU891760A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2003 |
|
RU2240204C1 |
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1117309A1 |
| Смазка для горячей и теплой обработки металлов давлением | 1974 |
|
SU502934A1 |
| Термостойкая смазка для стекольной формы | 1986 |
|
SU1388392A1 |
1Без покрытия 5662 2Глина - 10, МЭА - 2, 5536 1,07 вода - до 100%
3 Глина - 20, МЭА - 2,
вода - до 100% 5831 3,1
4 Глина - 20, МЭД-З,
5484
5,2 вода - до 100%
5 Глина - 30, МЭА-2,
вода - до 100% 5822 12,2
5820 12,0
6 Известный
531,6/160,17147,1813,01 8,1146,1
948 146,11141,654,48 3,1559,0
2095,4 166,84154,2512,59 7,5640,8
2100 150,9135,215,7 10,4 32,0 157,0 133,1 23,9 15,2 .193,2 147,63 126,27 21,3614,47 3,9
Формула изобретения
Огнеупорный материал , 20-30
Поверхностно-активное
вещество2-3
ВодаОстальное
