При цел;екгац;;и и закалке шестерен имеет место значительный брак по причине деформаций, выводящих пестерни из до;|уеков по размерам,
Для избежа1 ия деформаций 1редлагнется ироизр.одить г.;естную закалку зубьев шестерен, оставляя незакаленной 11ентраль:гло часть шестерни. Кроме того, 1:р:-гснособление, согласно изобретению, позволяет закаливать сильнее головку зуба, оставляя еравнител1л-10 мягкой его основание, что уменьшает воз.-ожность поломки.
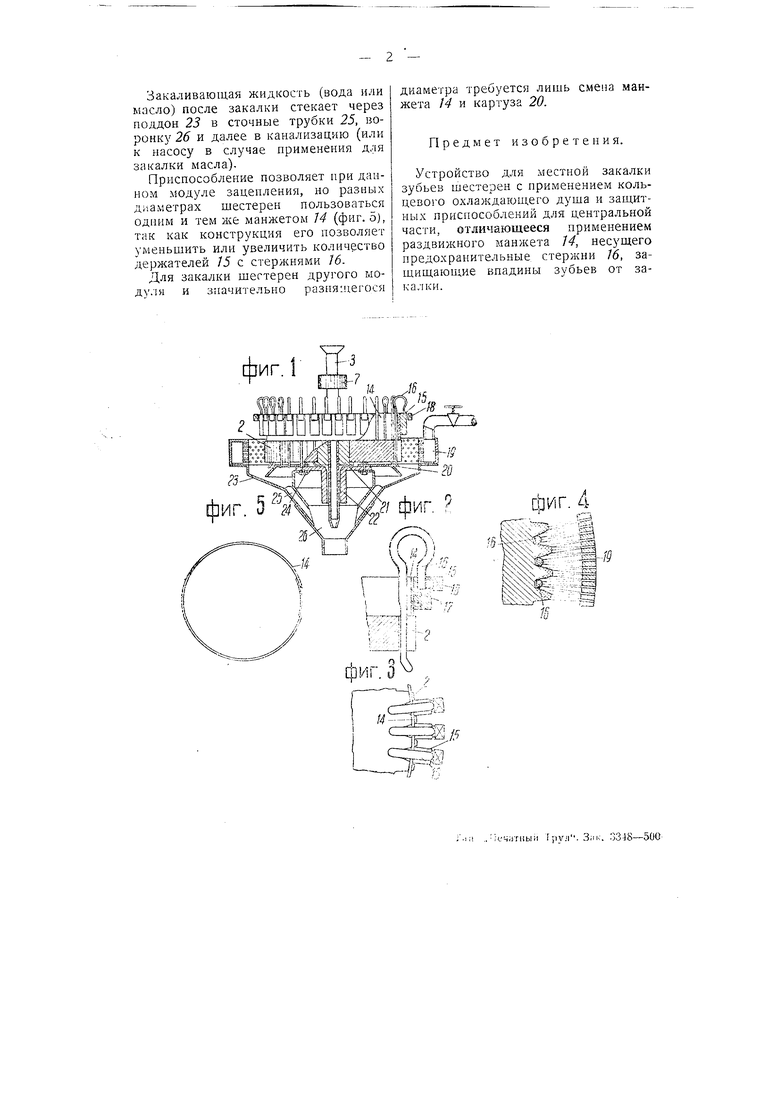
На чертеже (Ьп. I изобран ает продольный 5азрез |1р 1сг:ссоблекпя. в собранном виде с заложенной в нем для закалки шестерней, и фиг- 2 - 5 --отдельные де1али нриснособлення.
Магрев шестерни нод закалк} может быть произведен любым способом и настоя1пее приспособление елужит лишь для охлаждения изделия.
Приспособление для закалки используется следуюп1,им образом. После нагрева предг :1значенная для закалки шестерня 2, надетая при номощи оправки 2/ на полый вал J, вставляется в приспособление. Центральное положение закаливаемой шестерни 2 в приспособлении фиксируется втулкой 22, закрепляемой болтами 24. Закаливаемая шестерня 2 своим весом ложится на 20 из листового л елеза. Далее на закаливаемую шестерню 2 надевается предо.хранптельный л:анжет /4 из листового же.чеза, кесуший па себе держатель /5 для стержня /б, закрелляемо1о njypynaMn /7 п плкфтом 8.
Продольны разрез .манжета с детп,;;1. /5, /5. /7, tS показан на фи 2, а вид сверху - на фпг. 3.
После надевания г. 14 .,роизводнтся стру1 чатля закалка з;.бчатого зацепления шестерни 2.
Благодаpii особенности консг; -кции ман.жета /4 (фиг. 2, :-) и картуза 2 (фиг. ) обеспечивается зак-алка только зубчатог ; зенца mecTepiiii 2. Внадина зуба (фнг. 4) остается не закаленной, так как предо. от охлаждаюннх струй пружин; П1и.м стержнем /6 из калиброванной проволоки (нержавеюшей - жароупорной).
Таким образом, у ножки зубья nieстерни остаются незакаленпы.И, обладая ббльшей вязкостью и следовательно ббльп им сопротивлепием ударал;. Отсутствие закалки на впадине зуба одновременно полностью предупреждает деформацию зубчатого венца и П1естерни в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Устройство для индукционной закалки шестерен | 1979 |
|
SU926033A1 |
| Счетчик остатка патронов для автоматического авиастрельного оружия | 1943 |
|
SU67436A1 |
| Приспособление для подачи бутылок под мундштук купорочных, в особенности системы Тильманса, машин | 1926 |
|
SU24719A1 |
| Устройство для разрезания листового материала по толщине | 1990 |
|
SU1782723A1 |
| Способ лазерного упрочнения рабочей поверхности зубьев шестерен | 2018 |
|
RU2699697C1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Установка для индукционного нагрева и закалки шестерен в штампах | 1961 |
|
SU141880A1 |
