Изобретение относится к индукционному нагреву, а именно к устройствам для термообработки деталей с нагре- . вом индукционными токами, и мснкет быть использовано для поверхностного упрочнения зубчатых венцов деталей. Известно устройство для индукционной закалки шестерен, содержащее станину, к которой шарнирно присоединена рама с возможностью колебания в вертикальной плоскости, механизм вращения и колебания закаливаемой шестерни, индуктор и охлаждающее устройство. Охлаждающее устройство состоит из бака с проточной водой, механизм вращения и колебания закаливаемой шестер ни содержит фиксатор закаливаемой шестерни, собачку последовательных поворотов закаливаемой шестерни на один зуб, пневмоцилиндр, тягу, соединяющую шток поршня пневмоцилиндра с рамой, и приспособление для установки закаливаемой шестерни, закрепленное на раме и содержащее ось, диаметр поперечного сечения которой равен диаметру осевого отверстия шестерни 1 . Цель изобретения - повышение качества закалки. Поставленная цель достигается тем, что в устройство, содержащее станину, шарнирно связанные с .ней раму и механизм колебания и вращения шестерни, индуктор и охлаждающее устройство, снабкено закрепленными на станине роликом, двумя опорными шестернями и кулачком, а механизм колебания и вращения установлен на раме и выполнен в виде электропривода с двумя выходными валами, один из которых жестко связан с кулачком, а другой - с одной из опорных шестерен, при этом передаточное отношение привода от вала электродвигателя до выходного вала, связанного с опорной шестерней, равно передаточному отношению от вала электродвигателя до вала кулачка, умноженному на число зубьев опорной шестерни, а кулачок опирается на ролик. Диаметр сечения индуктирующего провода индуктора равен 0,-0,6 модуля опорных шестерен.
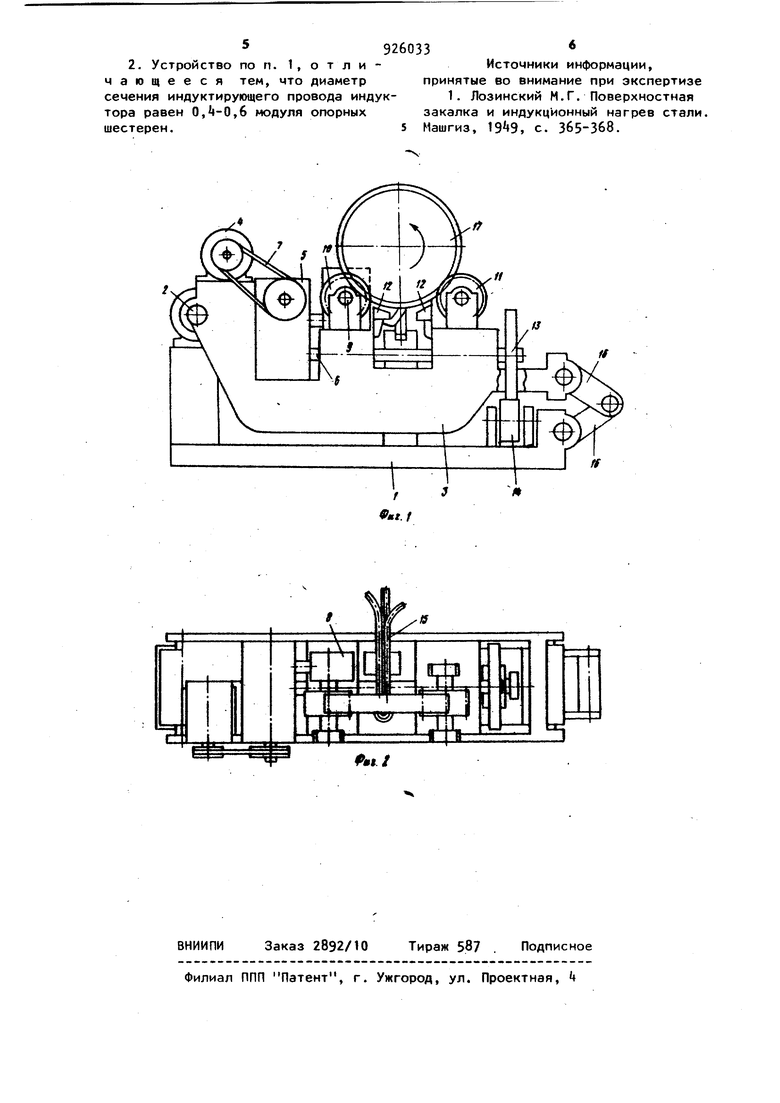
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 то же, вид в плане.
К станине 1 посредством шарнира 2 присоединена рама 3. На раме 3 установлены электродвигатели, редуктор 5 с выходным валом 6, связанный с электродвигателем ременной передачей 7, и червячный редуктор 8 с выходным валом 9. На станине 1 установлены одинаковые опорные шестерни 10 и 11, предназначенные для удержания закаливаемой шестерни в вертикальном положении и при этом входящие с ней в зацепление. На раме 3 закреплено охлаждающее устройство 12 душевого типа. На выходной вал 6 насажен 20
кулачок 13 колебания рамы 3, который опирается на ролик I, установленный на станине 1 , а на выходной вал 9 насажена опорная шестерня 10. Передаточное отношение от вала электродвигате ля 4 до выходного вала 9 равно пере даточному отношению от вала электродвигателя 4 до выходного вала 6, умноженному на число зубьев опорной шестерни 10. На станине 1 закреплен индуктор 15, нагревающая часть которого расположена параллельно оси шар нира 2 и осям опорных шестерен 10 и 11. Станина 1 и рама 3 соединены такж двузвенным шарнирным механизмом 16, который повышает кинематическую точность устройства для индукционной за калки шестерен. Устройство работает следующим образом. На опорные шестерни 10 и 11 устанавливают закаливаемую шестерню 17. Включенный электродвигатель посред ством ременной передачи 7, редуктора 5 и червячного редуктора 8 вращает выходные валы 6 и 9, причем угловая скорость вращения выходного вала 6 равна угловой скорости вращения вы ходного вала 9, умноженной на число зубьев опорной шестерни 10. Поэтому за время, в течение которого кулачок 13 колебания рамы 3 совершает один полный оборот, опорная шестерня 11 совершает поворот на один свой зуб вокруг собственных осей вращения. За этот же промежуток времени рама 3 совместно с установленной на ней закаливаемой шестерней 17 совершает од
но полное колебание в вертикальной плоскости. Сложение вращательного и колебательного движения закаливаемой шестерни 17, которые формирует электродвигатель посредством валов 6 и 9 а также профиль кулачка 13 колебания рамы 3 обеспечивают перемещение зубчатой поверхности закаливаемой шестерни 17 на заданном расстоянии от
индуктирующего провода индуктора 15Перемещение зубчатой поверхности закаливаемой шестерни вблизи индуктора происходит непрерывно от начала термообработки и до ее окончания. Весь
период закалки на индуктор 15 подают высокочастотный ток, а в охлаждающее устройство 12 - закалочную жидкость. Зона нагрева располагается параллельно образующей зубчатой поверхшестерни. Эта зона в процессе термообработки непрерывно перемещается по контуру зубчатой поверхности. При этом перемещении сначала нагревается ности и охватывает всю ширину венца верхняя часть боковой поверхности одного из зубьев, затем остальная часть боковой поверхности того же зуба, после этого последовательно нагреваются впадина, потом боковая поверхность другого зуба, прилегающего к только что нагретой впадине. Охлаждающее устройство осуществляет последовательную закалку нагретых частей зубчатой поверхности шестерни 17. Формула изобретения 1. Устройство для индукционной закалки шестерен, содержащее станину, шарнирно связанные с ней раму и механизм колебания и вращения шестерни, индуктор и охлаждающее устройство, отличающееся тем, что, с целью повьяиения качества закалки, устройство снабжено закрепленными на станине роликом, двумя опорными шестернями и кулачком, механизм колебания и вращения установлен на раме и выполнен в виде электропривода с двуйя выходными валами, один из которых жестко связан с кулачком, а другой - с одной из опорных шестерен, при;этом передаточное отношение привода от вала электродвигателя до выходного вала, связанного с опорной шестерней, равно передаточному отношению от вала электродвигателя вала кулачка, умноженному на число зубьев опорной шестерни, а кулачок опирается на ролик. 5 2. Устройство по п. 1, о т л и чающееся тем, что диаметр сечения индуктирующего провода инд тора равен 0,Ц-0,6 модуля опорных шестерен. 926033 Источники информации, принятые во внимание при экспертизе 1. Лозинский М.Г. Поверхностная кзакалка и индукционный нагрев стали. 5 Машгиз, , с. 365-368.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
